L'ÉTAGE S-II
![]()
L'étage S-II est le plus grand étage à hydrogène liquide jamais produit dans les années 1960.
SPÉCIFICATIONS
Désignation : Saturn II (S-II).
Moteurs : 5 J-2 Rocketdyne (moteurs cryogéniques) ; les 4 moteurs extérieurs sont orientables sont orientables à l’aide de cardans et de vérins hydrauliques.
Hauteur : 24,84 m (incluant inter-étage arrière).
Diamètre : 10,06 m.
Masse à vide : 36 395 kg + 5 195 kg (inter-étage arrière).
Oxydant (comburant) : oxygène liquide (LOX).
Carburant : hydrogène liquide (LH2).
Masse des ergols : 451 650 kg.
Autres équipements : 505 kg.
Poussée : 5004 kN sous vide maximum (vac) ; augmenté plus tard à 5116 kN sous vide maximum.
Temps de combustion : environ 390 s pour les moteurs extérieurs, moteur central coupé à 296,5 s (vitesse ~24 950 km/h, altitude 188 km pour SA-503-509; ~25 150 km/h, 174 km pour SA-510-512).
"Pyrotechnie" : elle assure, dans l'ordre opérationnel, l'allumage des huit fusées de tassement avant l'allumage des cinq moteurs principaux, la séparation explosive de la jupe inter-étages de l'étage 2, la séparation explosive de l'étage 2 de l'étage 3, ainsi que l’allumage des quatre rétrofusées pour ralentir l’étage 2 lors de la séparation complète.
Système électrique : 6 systèmes de bus électriques (un bus étant un dispositif permettant la distribution d'énergie et de données entre composants), quatre batteries de 28 V en continu, et des commutateurs de transfert motorisés.
Instrumentation et télémétrie : Sous-systèmes pour la mesure, la télémétrie, et la gestion des fréquences radio.
Contrôle environnemental : un système au sol régule la température des équipements situés dans les jupes avant et arrière de l’étage.
Contrôle de vol : les cardans des quatre moteurs J-2 extérieurs, actionnés par des vérins hydrauliques et contrôlés électriquement, reçoivent des signaux de l’ordinateur de commande de vol de l’unité d’instrumentation (IU) de l’étage S-IVB.
Représentation de l'étage SII avec ses éléments d'assemblage du 1er étage (anneau inter-étage à gauche) et dôme support du 3 eme étage (à droite),
(C)2001 T.Muto
Description du S-II
Le second étage du lanceur Saturn V, l'étage S-II, est conçu et assemblé par la division aérospatiale de North American Aviation (NAA) dans son usine de Seal Beach, en Californie. Les composants spécifiques comme les jupes inter-étage avant et arrière ainsi que le compartiment de propulsion sont fabriqués sur le site de Tulsa par la même division. L’étage utilise des propergols cryogéniques, à savoir de l'hydrogène liquide et de l'oxygène liquide, stockés respectivement à des températures de -252°C et -182,5°C.
L’étage S-II se compose de neuf systèmes principaux :
- structure,
- propulsion,
- contrôle de vol,
- contrôle environnemental,
- contrôle pneumatique,
- propergols,
- électricité,
- instrumentation,
- munitions.
L’étage s’interconnecte électriquement et structurellement avec les étages S-IC et S-IVB. Il comprend également des interfaces GSE (Ground Support Equipment) pour les systèmes électriques, fluides et pneumatiques via des ombilicaux et des antennes.
Pendant la mission lunaire, l’étage S-II prend la relève du premier étage du lanceur Saturn V à une altitude d’environ 60 960 m (38 miles) et propulse la charge utile, composée du troisième étage et du vaisseau spatial Apollo, à une altitude d'environ 182 880 m (114,5 miles). Lorsqu’il est allumé, les cinq moteurs J-2 développent une poussée de plus de 4450 kN, une valeur plus élevée que celle de tout autre propulseur américain avant le programme Saturn. La vitesse de l’étage passe de 11 552 km/h (6000 miles/h) à 29 458 km/h (15 300 miles/h).
La structure de l’étage S-II comprend plusieurs éléments clés :
- une structure inter-étage qui sert de liaison avec le premier étage.
- un compartiment de propulsion et une jupe arrière soutenant les cinq moteurs J-2.
- un réservoir d'oxygène liquide de forme ellipsoïdale.
- un anneau de fixation boulonné qui relie le réservoir d'oxygène liquide à la structure principale de l'étage.
- six parois cylindriques en aluminium soudées pour former le réservoir d'hydrogène liquide.
- une cloison avant étanche et une jupe avant permettant la connexion avec le troisième étage.
De plus, l’étage S-II possède des tunnels de 18,28 m (60 ft) situés à l’extérieur des parois du réservoir d’hydrogène liquide. Ces tunnels acheminent tous les câbles électriques entre la jupe arrière et la jupe avant de l’étage.
La structure inter-étage
La structure inter-étage est fabriquée par North American Aviation (NAA) sur le site de Tulsa. Il s'agit d'une structure cylindrique de type semi-monocoque rivetée, construite en alliage d'aluminium 7075, un matériau léger mais résistant. Elle mesure environ 5,48 m (18 ft) de hauteur et 10,05 m (33 ft) de diamètre. La structure est composée d'armatures internes en forme d'anneau, d'un revêtement externe (ou peau) et de raidisseurs externes positionnés verticalement pour assurer la rigidité nécessaire. L'épaisseur de base du revêtement est de 0,18 cm.
L'anneau arrière est conçu pour accueillir une éclisse de jonction posée de champ, permettant l'accouplement avec le premier étage (S-IC). L'anneau avant sert de face d'accouplement pour la fixation à la jupe arrière de l'étage S-II. L'inter-étage arrière possède deux plans de séparation : l'un à 58,42 cm (23 in) devant l'anneau arrière et l'autre au niveau de l'anneau avant. Huit supports de montage sont installés sur cette structure, permettant la fixation des moteurs d'ullage, positionnés à égale distance autour de sa circonférence. Ces moteurs sont activés pendant environ 4 secondes, fournissant une accélération positive qui crée la pression nécessaire pour forcer les ergols à circuler vers les moteurs J-2. Une porte d'accès permet d'entrer à l'intérieur de la structure, et des découpes sont prévues pour les connexions ombilicales.
Fait amusant... Ou pas?? : la structure inter-étage était en réalité une pièce de métal particulièrement lourde. Si le lanceur Saturn V n’arrivait pas à se débarrasser de cette masse au moment de la séparation de l’étage intermédiaire, il ne pouvait pas atteindre l'orbite cible. Si l’inter-étage ne se séparait pas correctement du second étage, la mission devait obligatoirement être interrompue.
La jupe arrière et la structure de poussée
La jupe arrière et la structure de poussée sont intégrées au S-II en tant qu'ensemble unique.La jupe arrière, d'une hauteur de 2,21 m (87 in), est fabriquée en construction semi-monocoque et comprend des raidisseurs externes en forme de chapeaux, rivetés au revêtement. Ce revêtement et les raidisseurs sont soutenus par des anneaux internes pour assurer la rigidité structurelle.
La structure de poussée, quant à elle, a la forme d'un tronc conique. Son diamètre avant est de 10,05 m (396 in), tandis que le diamètre arrière est de 5,33 m (210 in), avec une longueur de 2,81 m (111 in). Elle est fixée à l'intérieur de la jupe arrière, à 1,54 m (61 in) de l'interface de l'anneau de boulonnage. Le tronc conique est constitué de raidisseurs externes en forme de chapeaux, rivetés au revêtement, et soutenus par des anneaux internes.
Les quatre moteurs périphériques sont montés sur l'anneau arrière. À chaque point de fixation de moteur, deux longerons sont installés pour aider à répartir les charges du moteur dans la structure de poussée. Ces moteurs sont orientables sur deux axes, avec un angle maximal de 6°, grâce à des cardans et des vérins hydrauliques permettant d'ajuster leur direction.
Le moteur central, quant à lui, est monté sur un support central constitué de quatre poutres de type sandwich en nid d'abeille. Ces poutres sont reliées à l'axe de la platine via un raccord usiné, et leurs extrémités extérieures sont fixées au cône de la structure de poussée. Ce moteur est fixe et ne peut pas être orienté.
Les conduites d'alimentation en hydrogène liquide, ainsi que divers composants des sous-systèmes électriques, de mesure, de contrôle et autres, sont fixés à l'extérieur du cône pour faciliter l'acheminement des fluides et des signaux.
Le bouclier thermique
Le bouclier thermique a pour mission de protéger la base de l'étage contre l'échauffement causé par la recirculation des gaz d'échappement des moteurs. Il est conçu sous forme de nid d'abeille en fibre de verre, recouvert d'un revêtement ablatif pour dissiper la chaleur. La structure du bouclier se compose d'une plaque circulaire de 5,33 m (210 in) de diamètre, dotée de découpes correspondant à chaque moteur. Des rideaux souples en tissu de silice sont fixés entre les découpes et les moteurs.
Entre ces découpes et les moteurs, des rideaux souples en tissu de silice sont fixés afin de compléter la protection thermique. Le bouclier est situé à 1,38 m (54 in) derrière le plan de cardan du moteur, et il est suspendu à la structure de poussée pour garantir son positionnement et son efficacité.
Le réservoir d'oxygène liquide
Le réservoir d'oxygène liquide est conçu sous une forme ellipsoïdale, fabriqué en aluminium 2014 T6, un alliage de haute résistance. Sa structure est formée en joignant une cloison arrière et une cloison avant par une soudure circonférentielle. La cloison avant est désignée comme la cloison commune, car elle sert de base à la fois pour le réservoir d'oxygène liquide (LOX) et pour celui d'hydrogène liquide (LH2). Cette cloison forme ainsi le sommet du réservoir LOX et le fond du réservoir LH2. Le joint entre la cloison commune et le réservoir d'hydrogène liquide inclut un anneau de fixation pour le montage du réservoir LOX sur l'anneau de boulonnage du réservoir LH2. La cloison arrière du réservoir est composée de 12 fuseaux (sections triangulaires) et d'une section centrale circulaire, appelée "section dollar", soudée ensemble. Un puisard est monté au centre de la cloison arrière. Ce puisard est équipé de cinq conduites de sortie de LOX, d'une conduite de remplissage et de vidange, ainsi que d'un accès de type trou d'homme pour les inspections et la maintenance. La cloison avant, ou cloison commune, est construite en nid d'abeille et intègre un isolant pris en sandwich entre deux plaques d'aluminium. Chaque plaque d'aluminium est composée de 12 fuseaux et d'une section centrale soudées ensemble. La cloison comprend également un système de purge et un dispositif de détection de fuite. Dans le fond du réservoir, un déflecteur cruciforme anti-vortex est installé pour empêcher la formation de vortex dans les liquides.Trois anneaux de chicanes anti-vortex sont supportés par des entretoises à l'intérieur du réservoir pour garantir une gestion stable des fluides. Un mât central est également présent pour soutenir un distributeur de pressurisation et les conduites d'évent LOX, avec des découpes permettant l'entrée du gaz de pressurisation et la sortie des conduites d'évent. Le réservoir a un volume de 314 m³ (11 108 ft³) et peut contenir 357 884 kg d'oxygène liquide.
Anecdote technologique : Le saviez vous?  Pour la fabrication de ces panneaux, North American utilise des plaques d'aluminium 2014 T-4 d'une épaisseur de 5,08 cm (2 in), qu'elle usine afin de créer un motif en grille ainsi que des nervures de renfort sur toute la surface de la peau. Afin d'éviter tout risque de flambage durant le processus, la préforme est d'abord recouverte d'un agent de séparation à base de vinyle, puis les cavités gaufrées obtenues après fraisage sont remplies de métal de Wood (Cerrobend ®). Ce métal fusible permet de soutenir les nervures tout au long de l'étape de formage. Les matrices employées sont fabriquées à partir d’une plaque massive en acier T-1 de 15,24 cm (6 in) d'épaisseur. Usinées avec une grande précision pour atteindre la configuration finale désirée, elles sont ensuite polies jusqu'à obtenir une finition miroir. Afin de préserver cette finition, un polissage léger est réalisé entre chaque frappe. Deux types de matrices distinctes sont utilisées : la première, dite "sur mesure", sert aux deux premiers coups de formage, tandis que la seconde est employée pour le coup final, permettant de surformer la pièce de 9,75 mm (3/8 in). Dans certains cas, une quatrième explosion est requise dans la matrice "sur mesure" afin de corriger tout excès de formage.
Lors des opérations de formage, le flan rempli de Cerrobend ® est placé dans la matrice, puis recouvert d'une couche d'uréthane coulée d'un film plastique, soigneusement collé à la surface de la matrice. La première mise en forme est réalisée exclusivement par aspiration sous vide. Sous l’effet de la pression atmosphérique, le panneau est conformé jusqu’à environ 3,81 cm (1 1/2 in), ce qui provoque la fissuration du Cerrobend ®. Ce dernier doit alors être retiré et refondu. L’extraction s’effectue en plaçant le panneau, face convexe orientée vers le haut, sous une hotte à vapeur libre. La chaleur dégagée fait fondre le Cerrobend, qui s’écoule dans un plateau de récupération situé sous la pièce.
L’application d’une couche d’époxy caoutchouteux de 1,27 cm (1/2 in) sur la pièce améliore considérablement le processus de formage. Bien que son objectif principal soit de protéger la surface durant l’opération, elle présente un avantage supplémentaire en rehaussant l’axe neutre de flexion, ce qui accroît la déformation obtenue. Flan : portion découpée d’une feuille ou plaque de métal, destinée à l’emboutissage. |
Le réservoir d'hydrogène liquide
Le réservoir d'hydrogène liquide se compose d'un long cylindre, doté à l’avant d’une cloison ellipsoïdale modifiée concave et à l’arrière d’une cloison ellipsoïdale modifiée convexe. La cloison arrière est commune avec le réservoir d’oxygène liquide. La paroi du réservoir est formée de six sections cylindriques, chacune composée de quatre panneaux incurvés soudés entre eux et intégrant des raidisseurs longitudinaux et circonférentiels. La première section, à la base de l’étage, mesure 0,69 m de hauteur, tandis que les cinq autres font chacune 2,4 m. Des anneaux en aluminium 2024 de 17,78 cm (7 in) sont rivetés aux raidisseurs circonférentiels pour renforcer la structure. L’ensemble des sections cylindriques et des cloisons est fabriqué en alliage d’aluminium 2014 et assemblé par soudage par fusion. La cloison avant comporte un trou d'homme de 91 cm de diamètre (36 in) en son centre. Le réservoir de LH2 a un volume de 1044 m³ (36 883 ft³) et peut contenir jusqu’à 69 400 kg d’hydrogène liquide.
La section cylindrique arrière est équipée de raidisseurs longitudinaux externes fuselés de 63 cm (25 in), facilitant le transfert des charges vers l'anneau de boulonnage auquel il est fixé. Cet anneau large de 38,10 cm (15 in), l’assemblage du réservoir d’oxygène liquide, de la jupe arrière et du cylindre d’hydrogène liquide.La section cylindrique avant du réservoir est équipée d’un bossage à son extrémité, servant à la fixation de la jupe avant, qui est boulonnée à cette partie. La cloison avant est ensuite soudée à cette section.
La cloison avant, également appelée dôme, est composée de 12 fuseaux soudés entre eux, ainsi que d’une section circulaire soudée au centre. L’accès au réservoir se fait par un trou d’homme situé au centre de la cloison avant.
Dans cette cloison, un raccord est prévu pour la pressurisation, tandis que deux autres sont destinés à la purge (voir ci-dessous). Dans la section cylindrique juste en avant de l’anneau de boulonnage, cinq raccords sont installés pour les conduites de LH2 des moteurs, un pour la conduite de retour de recirculation de LH2, ainsi qu’un autre pour le remplissage et la vidange. À l’intérieur du réservoir, la sonde de niveau continu et un diffuseur de gaz de pressurisation sont installés pour assurer le bon fonctionnement du système.
 |
 |
La cloison commune
Le S-II est équipé d'une cloison en forme de dôme, astucieusement conçue pour agir comme une barrière entre deux liquides cryogéniques : l'oxygène à -182,5°C et l'hydrogène liquide à -252°C. Cette cloison, dite commune, sépare les deux carburants et assurera leur isolation, maintenant l'oxygène d'un côté et l'hydrogène de l'autre.
Les deux cloisons sont fabriquées en alliage d'aluminium 2014 T6, avec un diamètre de 10 m (33 ft) et une hauteur de 3,65 m (12 ft). Après les étapes de soudage et de tests hydrostatiques, la surface à coller est soigneusement nettoyée chimiquement et traitée avec un primaire d'accrochage HT 424.
L'assemblage de la cloison commune repose sur une construction en sandwich, comprenant des feuilles de revêtement en aluminium 2014 T6 et un noyau en nid d'abeille constitué de fibre de verre et de phénolique, conçu pour minimiser le transfert de chaleur et préserver les propriétés cryogéniques des deux liquides. L'épaisseur de l'isolant varie du sommet à l'extrémité extérieure de la cloison. Aucune ligne ou connexion ne traverse cette cloison. Le revêtement avant est conçu avec un retour de section en "J" sur le bord extérieur, permettant une fixation périphérique au réservoir LH2. Quant au revêtement inférieur, il est traversé pour maintenir la continuité structurelle avec la cloison arrière du réservoir LOX.
La fabrication d'une forme, essentiellement une demi-sphère, destinée à supporter l'énorme poussée lors de la phase initiale du lancement et à servir de barrière thermique entre les liquides cryogéniques, a entraîné des exigences particulièrement critiques. Cela a conduit à la création de nouveaux types d'outillage, à la mise en place de mesures programmées sur une surface extrêmement vaste, ainsi qu'à l'élaboration de procédés de soudage, d'inspection et de nettoyage adaptés. Une méthode de fabrication innovante a été adoptée : le gonflage des grands côtés flexibles en forme de dôme de la cloison, afin de maintenir leur forme pendant l'installation de l'âme en nid d'abeille. Ce gonflage permet de corriger les déformations, tout comme on redresse un ballon de baudruche en le gonflant. Avec les peaux fixées au sol dans des gabarits et gonflées à basse pression, le matériau en nid d'abeille du "sandwich" peut être ajusté pour épouser les dimensions de référence précises requises.
À partir d'un matériau plat, chaque côté de la cloison est formé par la fabrication de douze sections incurvées en forme de part de tarte en aluminium, appelées "faisceau", qui contribuent à créer la forme du dôme. Ces sections comportent un contour complexe, combinant trois courbes : torique, elliptique et conique. Elles sont usinées chimiquement pour pour obtenir un effilage de l'épaisseur, allant de 1,27 cm (1/2 in) au niveau de la large section de base à environ 0,07 cm (1/32 in) vers les bords. Pour fermer le sommet du dôme qui en résulte, un "bouchon" métallique rond et bombé, surnommé "dollar", est soudé à l'apex. Ce bouchon a un diamètre de 91 cm (3 ft). En raison de leurs sections fines, ces grands dômes manquent de rigidité, d'où l'utilisation de techniques de gonflage et de mise sous vide pour maintenir la forme souhaitée tout au long du processus de fabrication.
Le matériau sandwich en nid d'abeilles atteint une épaisseur d'environ 12,7 cm (5 in) au sommet à environ 2,03 mm (0,080 in) à la base, où une telle épaisseur n'est pas nécessaire. Le noyau en tissu de verre est fourni par la sociéte Honeycomb Products.
Pour ajuster l'âme en nid d'abeille à la cloison commune arrière avant le collage pour l'assemblage final, on utilise la technique du gonflage. Cette méthode consiste à gonfler à basse pression les ensembles de revêtements des cloisons avant et arrière afin d'obtenir des contours lisses. Les deux faces de l'âme en nid d'abeille sont ensuite ajustées en fonction des traces dimensionnelles des contours de la peau pressurisée. L'épaisseur du noyau et la concentricité du profil sont ainsi contrôlés par des calculs dérivés des tracés de contour. Les peaux sont ensuite collées au noyau dans une condition de précharge, générée par des applications de vide et/ou de pression.
Cette méthode de fabrication des cloisons permet de réduire les coûts en éliminant la nécessité d'outillage dur, qu'il soit en contact total ou partiel avec les peaux. Elle permet aussi de réduire ou d'éliminer les écarts de contour générés par le formage des matériaux et de produire une cloison à la surface lisse.
L'isolation du SII
Contrairement à l'étage S-IVB, où une isolation est appliquée à l'intérieur du réservoir LH2, North American North American opte pour une isolation extérieure pour le réservoir S-II. Cette décision est en grande partie due au choix de matériaux, avec des réservoirs fabriqués à partir d'un alliage plus résistant aux températures cryogéniques. Cependant, cette approche présente des défis uniques que les concepteurs du S-IVB n'ont pas rencontrés.
L'isolation de l'intérieur du réservoir de LH2 est plus facile que son isolation par l'extérieur, car un contrôle plus précis peut être maintenu à l'intérieur et l'humidité ainsi que les gaz indésirables peuvent être purgés avant le remplissage. Lorsqu'elle fonctionne correctement, l'isolation conserve les températures extrêmement basses à l'intérieur du réservoir, et l'adhésif utilisé pour fixer l'isolation à la paroi du réservoir n'est pas soumis à des températures extrêmes. En revanche, l'isolation externe du réservoir S-II a présenté des défis supplémentaires, ce qui a conduit North American à explorer plusieurs méthodes pour isoler efficacement le réservoir de LH2.
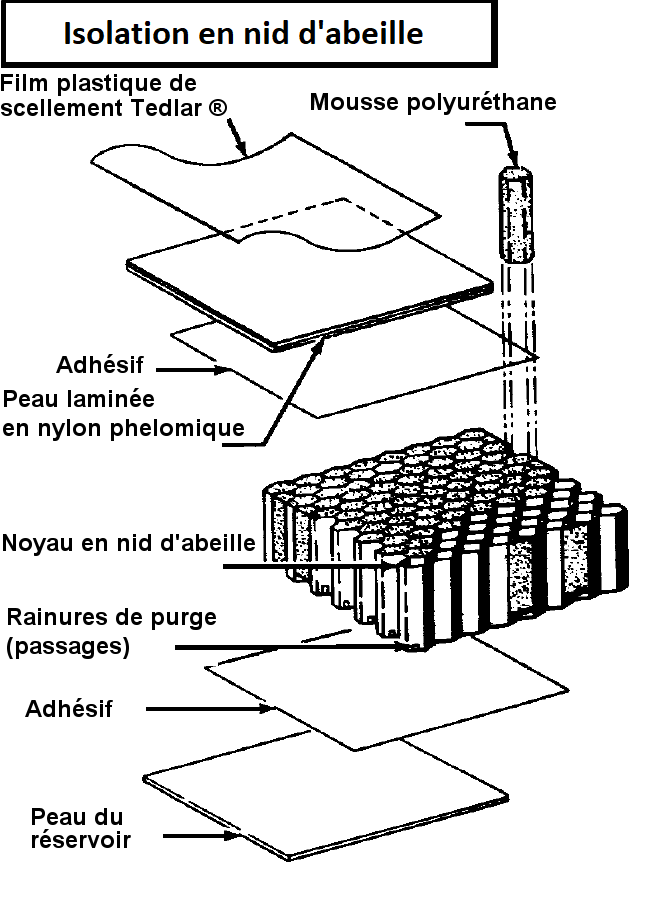
Cela a créé certains des défis techniques les plus persistants du programme S-II, notamment en ce qui concerne l'isolement externe approprié et l'adhérence de l'isolant sur les surfaces super froides du réservoir. La solution initiale consistait à utiliser un matériau isolant externe en nid d'abeille phénolique, rempli de mousse d'isocyanate résistante à la chaleur, avec une épaisseur de 4,06 cm (1,6 in) sur les parois latérales du réservoir LH2 et de 1,27 cm (0,5 in) sur la cloison avant. Ce matériau isolant, fabriqué en panneaux, était scellé avec un stratifié phénolique en haut et en bas, et recouvert d'une couche de film plastique Tedlar®. Toutefois, le processus de collage des panneaux isolants au réservoir présentait des risques. Les poches d'air près du métal super froid pouvaient se transformer en flaques d'oxygène liquide, affaiblissant le collage et risquant de détacher les grands panneaux. Pour pallier ce problème, l'étage S-II a été équipé d'une purge à l'hélium liquide circulant à travers des rainures découpées sous la surface de l'isolant, formant un réseau de passages permettant l'écoulement de l'hélium depuis le début du remplissage jusqu'au lancement.
Cependant, malgré plusieurs productions utilisant ce concept d'isolation, les résultats n'étaient pas satisfaisants. North American a donc investi du temps et des ressources pour trouver une alternative. Finalement, au lieu de fixer des panneaux au réservoir, l'entreprise a développé un procédé pour pulvériser directement de la mousse de polyuréthane ignifuge sur les parois (jupe avant et parois latérales) du réservoir. Cette méthode permettait d'éliminer les poches d'air, de laisser durcir l'isolant, puis de le couper pour l'adapter aux contours nécessaires. Cette solution s'est avérée plus économique et plus légère que l'utilisation de panneaux isolants. En plus des problèmes de décollement et de fuites thermiques, l'isolant en nid d'abeille présentait un autre inconvénient : la condensation des gaz atmosphériques dans l'isolant, créant un risque d'incendie et la possibilité d'explosion en cas de choc ou d'impact.
 |
 Panneau d'isolant thermique d'un S-II avec son avertissement. (Photo de Mike Jetzer) |
Pour éviter d'endommager l'isolant en nid d'abeille, North American appose des autocollants d'avertissement , tel que "Caution handle insulation with care" ("Attention! Manipuler l'isolant avec précaution") sur les panneaux (voir ci-dessus).
Initialement, l'isolation en nid d'abeille devait avoir une épaisseur de 2,03 cm (0,8 in), et les étages de test S-II-T (pour les tests statiques) et S-II-F (pour la vérification des installations, qui seront plus tard désignés S-II-F/D pour inclure également les tests dynamiques) ont été fabriqués avec cette épaisseur. Cependant, cette épaisseur a été augmentée à 4,06 cm (1,6 in) pour les étages de vol afin de résoudre les problèmes liés à la stratification du LH2 dans les réservoirs de grands diamètres. Cette augmentation a ajouté près de 726 kg (1600 lb) à la masse de l'étage et a nécessité des ajustements dans les spécifications des charges creuses linéaires pour le système de dispersion des propergols (autodestruction).
Il faut savoir que l'isolation externe mentionnée plus haut a été utilisée sur les différents étages de test S-II ainsi que sur les sept premiers étages de vol (les vols automatiques Apollo 4 et 6, ainsi que les vols Apollo 8 à 12). À partir du S-II-8 (utilisé pour SA-508 ou Apollo 13), une mousse externe pulvérisée, similaire à celle qui sera utilisée plus tard sur le réservoir externe de la navette spatiale, a été employée à la place.
Anecdote : Six types de mousses pulvérisées ont été évalués, et une mousse de polyuréthane ignifugée a été retenue pour le développement ultérieur. L'évaluation s'est basée sur un test de "compatibilité avec la déformation cryogénique", dans lequel un gradient thermique et une déformation de traction ont été appliqués à un échantillon en présence d'hydrogène liquide. Les échantillons ont également subi des tests de réchauffement en fonction de l'altitude lors de la phase propulsive.
Le développement du procédé a impliqué la sélection d'un équipement de pulvérisation adapté, la recherche d'apprêts pour garantir l'adhésion de la mousse à la paroi en aluminium du réservoir, et l'évaluation des effets de la température et de l'humidité pendant la pulvérisation afin de définir les conditions de traitement optimales. Un matériau de revêtement a été créé pour protéger la mousse contre les effets de l'altération causée par l'exposition aux ultraviolets.
Des tests réalisés sur de petits réservoirs ont permis de vérifier la faisabilité de l'application de la mousse pulvérisée, la conservation de ses propriétés isolantes après exposition prolongée à l'environnement, ainsi que l'intégrité structurelle en cas de vibrations et de chauffage. Des échantillons plus petits ont été soumis à un vieillissement environnemental et à des essais en soufflerie.
Des échantillons de mousse ont également été fixés sur la surface des aérofreins (généralement celui de gauche) de l'avion fusée hypersonique X-15. Lors des vols, ces échantillons ont été exposés à des vitesses hypersoniques, à des effets d'échauffement, de cisaillement et d'altitude lorsque l'aérofrein était déployé, simulant ainsi le profil de vol du S-II. L'érosion des échantillons de mousse a conduit à la mise en place d'un autre programme d'essais visant à développer une protection contre cette érosion. Enfin, des tests à grande échelle sur des réservoirs ont permis de qualifier l'isolation pour son application sur le S-II.
Lors de l'interruption du vol 3-A-96, cette isolation s'est détachée en raison d'une rupture de liaison, conséquence d'un nettoyage inadéquat de l'aérofrein qui avait été précédemment recouvert d'un matériau ablatif. Un nouveau lot de mousse isolante a été alors collé à une plaque d'aluminium, qui a elle-même été fixée à de la fibre de verre. Cet ensemble a ensuite été collé à l'aérofrein et ses coins ont été solidement fixés à l'aide de rivets.
 Photo TD Barnes collection |
 Photo montage des appareils X-15. Le X-15-1 (n° 66670 à droite) et le X-15-3 (n°66672 à gauche) |
Tous les essais de sélection, de développement, de vérification et de qualification ont été menés avec succès, démontrant ainsi que la mousse pulvérisée est un isolant viable pour les boosters à hydrogène liquide à grande échelle.
Le produit final est désigné "SOFI" (Spray-On Foam Insulation). Il s'agit d'une mousse de polyuréthane rigide dont la densité (basse) peut varier, selon les spécifications, entre 40,05 kg/m³ et 54,46 kg/m³. Cette mousse est appliquée sur le revêtement en aluminium du réservoir de LH2 de l'étage S-II à l'aide d'un équipement de pulvérisation, permettant ainsi une élévation libre (gonflement de la mousse). Une fois durcie, la mousse est usinée à l'épaisseur requise de 1,90 cm (3/4 +/-1/4 in) sur 90 % de la surface du réservoir. La zone restante, comprenant l'anneau J et autres interfaces structurelles, présente une épaisseur usinée allant de 5,08 cm à 10,16 cm (de 2 à 4 in). Après usinage, un revêtement protecteur, tel que le NARMCO 7343 ou un équivalent avec un pigment de dioxyde de titane, est appliqué sur la mousse pour assurer sa durabilité.
Propriété |
Exigence de spécification |
Résistance à la compression |
2,46 kg/cm² (35 psi à 70° +/- 0,5 °F) |
Résistance à la traction (direction d'élévation) |
2,81 kg/cm² (40 psi à 70° +/- 0,5°F= |
Force de liaison (à l'aluminium) |
2,81 kg/cm² (40 psi) |
Force de liaison (interface mousse) |
1,75 kg/cm² (25 psi) |
Éclisse : plat métallique reliant deux éléments pour les assembler bout à bout ou renforcer leur assemblage.
Source : documents PDF "The common bulkhead for the Saturn S-II vehicle" par Tony Cerquettini, "Development of nondestructive test device for evaluation of 3/4 inch thick polyurethane spray-on foam insulation (SOFI) on Saturn S-II stage" par John Haynes et H.S. Haralson (1er mai 1969), Memoradum "Description-of-S-II-Stage-Structures" (20 avril 1967), "Cryogenic Foam Insulation Abstracted Publications" (septembre 1975), "Saturn V News reference". Sites internet : Mach 25 Media, The X-15 Program in retrospect.
Textes traduits de l'anglais, texte de Paul Cultrera, tous droits réservés.