LE STOCKAGE CRYOGÉNIQUE
![]()
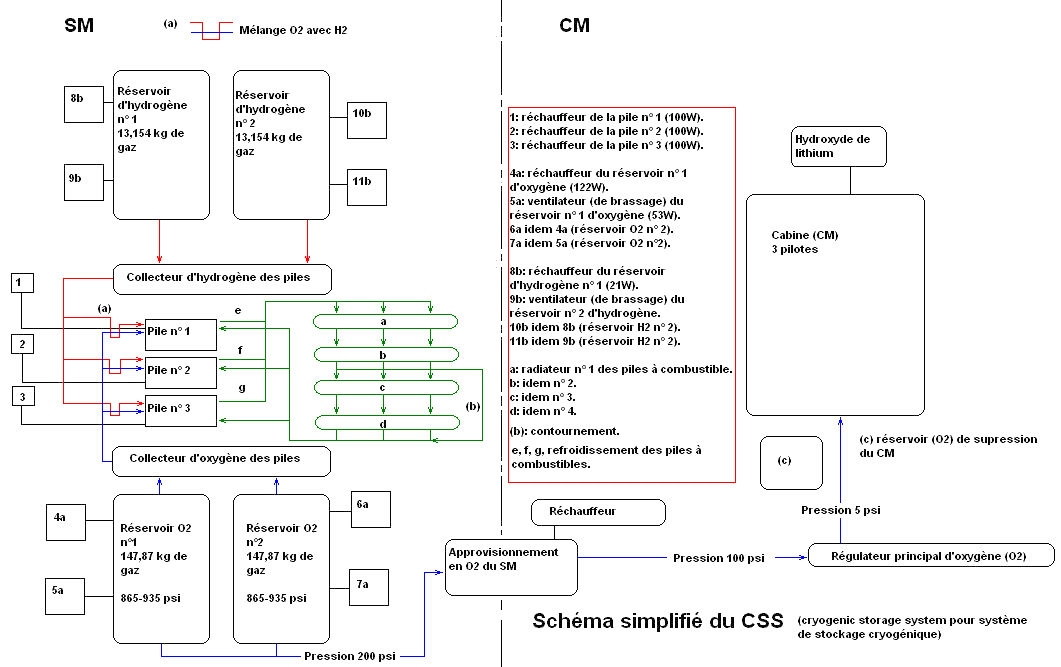
Le système de stockage cryogénique (CSS pour Cryogenic Storage System) du vaisseau Apollo (CSM) est conçu, développé, et qualifié pour fournir les réactifs (hydrogène et oxygène) des piles à combustible, faisant partie du système de production d'énergie (PGS ou Power Generation System), ainsi que l'oxygène métabolique (la pressurisation et l'atmosphère respirable de la cabine) des trois hommes d'équipage pendant 14 jours.
Le stockage "supercritique" est choisi parce qu'il élimine la nécéssité de développer un système de ventilation complexe (.. et lourd) et d'un autre mesurant la quantité de fluide biphasé dans un environnement de faible gravité.
Des problèmes se sont produits aux différentes étapes du programme de développement des vaisseaux, tels que l'isolation, les ventilateurs de brassage, les réchauffeurs, et divers composants ; ces difficultés ont eu comme conséquence des changements de sources, de conception, de processus, de méthodes, ou de contrôle qualité. Plus tard, d'autres soucis développés sur le matériel de vol, ont eu comme conséquence une nouvelle conception et requalification de celui-ci (accident du vol Apollo XIII).
Les exigences en matière de fluide pour le CSS sont établies à partir d'une compilation des profils d'écoulement du PGS et du système de contrôle environnemental (ECS). Le PGS impose des exigences importantes en matière de pureté des réactifs et l'ECS impose les débits les plus élevés du système. Les réservoirs de stockage du CSS sont des conteneurs à double paroi et sous vide appelés dewars, du nom de son inventeur Sir James Dewar, un physicien et chimiste écossais.
Pour éviter les fuites, la conception thermodynamique du CSS équilibre l'apport d'énergie causée par la fuite de chaleur normale dans le système avec l'énergie retirée en raison de la demande minimale de débit du système. Les dewars du CSS nécessitent cependant l'utilisation d'une source de chaleur pour le maintien de la pression lorsque les débits dépassent le débit d'équilibre.
Aux niveaux de gravité inférieurs à environ 10-8 g, et aux niveaux de température qui nous intéressent ici, le mode dominant de transfert de chaleur aux fluides est la conduction. Dans un tel environnement, des taux de chaleur élevés provenant de petites zones peuvent donner lieu à des zones de fluide adjacentes à l'élément chauffant avec des gradients de température et de densité importants. De telles zones sont dites stratifiées thermiquement. Les accélérations du véhicule peuvent soudainement mélanger ces zones thermiquement stratifiées et, dans certaines conditions de fluide, peuvent entraîner des baisses de pression importantes. Il est évident qu'une circulation forcée du fluide permet de contourner le problème potentiel de la stratification thermique.
Les éléments chauffants originaux des dewars d'Apollo étaient des sphères d'aluminium concentriques, perforées et creuses, recouvertes d'éléments chauffants " Electrofilm ". Ces chauffages ont été rejetés pour une approche plus positive qui impliquait l'utilisation d'un ventilateur entraîné par un moteur électrique monté à chaque extrémité d'un élément chauffant cylindrique. Ce changement a permis de réduire la masse et d'améliorer la fiabilité du système et les performances en vol.
BESOINS EN ÉNERGIE DU SYSTÈME DE STOCKAGE CRYOGÉNIQUE
L'énergie électrique est nécessaire pour les réchauffeurs du CSS, les ventilateurs de brassage, la sonde de quantité et les électrovannes. Les besoins en énergie varient tout au long de la mission en raison de la variation des débits des réservoirs et des conditions thermodynamiques à l'intérieur des réservoirs. Les besoins en énergie de la sonde de quantité et des électrovannes sont négligeables. Les réchauffeurs utilisent une tension de bus de 28 volts c.c.(courant continu) et sont évalués respectivement à 114,9 et 19,0 watts pour les dispositifs de chauffage de l'oxygène et de l'hydrogène. Les ventilateurs utilisent une tension alternative de 115 volts, 400 hertz, fournie par les onduleurs du vaisseau spatial. Les ventilateurs de l'hydrogène utilisent 7,0 watts et les ventilateurs de l'oxygène qui ont été utilisés dans les dewars pendant la mission Apollo 13 utilisaient 52,8 watts.
DESCRIPTION DU SYSTÈME
Le CSS comprend les éléments permettant le stockage et la distribution séparés de l'oxygène et de l'hydrogène. Pour les vols jusqu'à Apollo 13, le CSS contient deux vases de Dewar pour l'oxygène et deux pour l'hydrogène. Un troisième vase de Dewar d'oxygène est ajouté sur Apollo 14 et les vaisseaux spatiaux suivants, ainsi qu'un troisième d'hydrogène ajouté sur Apollo 15 et les vaisseaux spatiaux suivants. Ces troisièmes réservoirs sont nécessaires pour les missions de série J (longue durée) sur Apollo 15 et les vols suivants ; cependant, le troisième vase de Dewar d'oxygène ajouté par redondance sur le vaisseau spatial Apollo 14 avec sa plomberie indépendante dans le secteur 1 du SM au dessus du futur emplacement de la SIM bay, le fut après une panne totale du système d'oxygène d'Apollo 13.
Dans des conditions normales, les dewars s'épuisent uniformément de sorte qu'à tout moment de la mission, des quantités d'urgence de chaque fluide sont disponibles dans chaque dewar. L'épuisement égal est maintenu automatiquement par une caractéristique de la logique de chauffage ; cependant, les réchauffeurs internes doivent être actionnés occasionnellement en mode manuel pour équilibrer les quantités. Chaque dewar se compose d'un réservoir pressurisé interne et d'une enveloppe externe avec une isolation multicouche sous vide dans l'espace annulaire entre les deux sphères concentriques. La cuve interne contient une sonde capacitive pour les mesures de quantité de fluide, un élément chauffant pour fournir de l'énergie au fluide afin de maintenir la pression et des capteurs qui fournissent une indication de la température de masse.
Les dewars individuels sont équipés de clapets anti-retour pour une isolation automatique en cas de fuite externe. Là où des dewars supplémentaires ont été installés, ils ont été incorporés dans un côté des deux boucles parallèles existantes.
LES RÉSERVOIRS SOUS PRESSION
Le stockage de l'hydrogène et de l'oxygène supercritiques nécessite une sélection judicieuse des matériaux de leurs réservoirs respectifs. Un programme de sélection de ces matériaux a permi de choisir un alliage de titane de type 5Al-2.5Sn pour le stockage de l'hydrogène et un superalliage Inconel® 718 pour l'oxygène. Ces matériaux ont été sélectionnés car ils présentent des combinaisons attrayantes de masse, de résistance, de ductilité et de compatibilité dans les plages de températures de fonctionnement. Au cours des premières phases de développement du programme CSS, plusieurs problèmes liés aux réservoirs en alliage de titane se posent. L'un d'entre eux concerne le contrôle de la granulométrie du matériau pendant le processus de forgeage, ce qui entraîne un taux de rejets élevé des pièces forgées et des retards dans le calendrier. Le problème est attribué à un manque de respect des normes acceptées en matière de contrôle de la température des pièces pendant le forgeage, finalement résolu en changeant de fournisseur.
Exemple de fabrication avec la cuve interne du réservoir d'oxygène liquide La cuve sous pression interne est constituée de deux hémisphères forgés en alliage Inconel® 718. Ces pièces brutes d'usinage et traitées thermiquement sont fournies par Cameron Iron Works, à Houston (Texas) qui teste et certifie elle-même leurs propriétés physiques, chimiques et métallurgiques (rayons X, ultrasons et microstructure). La division Airite d'Electrodata Corp. de Los Angeles (Californie), après une inspection très minutieuse de chaque hémisphère, effectue l'usinage final et le soudage par faisceau d'électrons. Environ 430 contrôles d'épaisseur sont effectués pour garantir la conformité aux exigences de précision dimensionnelle. Chaque hémisphère fait l'objet d'une radiographie approfondie et d'un contrôle par ressuage pour détecter les défauts. Les pièces internes qui supportent l'assemblage de la sonde chauffante sont fabriquées par Beech Aircraft et fournies à Airite pour être installées avant la réalisation de la soudure équatoriale par faisceau d'électrons, processus de soudage assez élaboré en cinq étapes. La première étape consiste en une série de points de soudure. La deuxième est une soudure de scellement à faible pénétration, La troisième, une soudure à pénétration profonde, la quatrième, une soudure moins profonde et plus large pour mélanger les surfaces, et enfin, la cinquième est appelée passe de recouvrement, qui est encore plus large et moins profonde pour l'assemblage final des surfaces. La cuve terminée est passée aux rayons X, puis testée sous pression. Une pression d'épreuve hydrostatique de 1357 psig (+00 / - 35) est appliquée pendant 3 minutes avec de l'eau. L'expansion volumétrique pendant le test de pression d'épreuve est déterminée en mesurant l'augmentation de poids de l'eau contenue dans l'éprouvette. Un test d'étanchéité est effectué à 925 psig (+/-15) en utilisant de l'hélium. Ces tests sont effectués par le département des tests de Beech Aircraft avant l'acceptation. Le récipient à pression interne est nettoyé spécialement pour contenir de l'oxygène et scellé dans du plastique. Les récipients terminés, ainsi que les données justificatives, sont expédiés à l'usine Beech pour être assemblés. 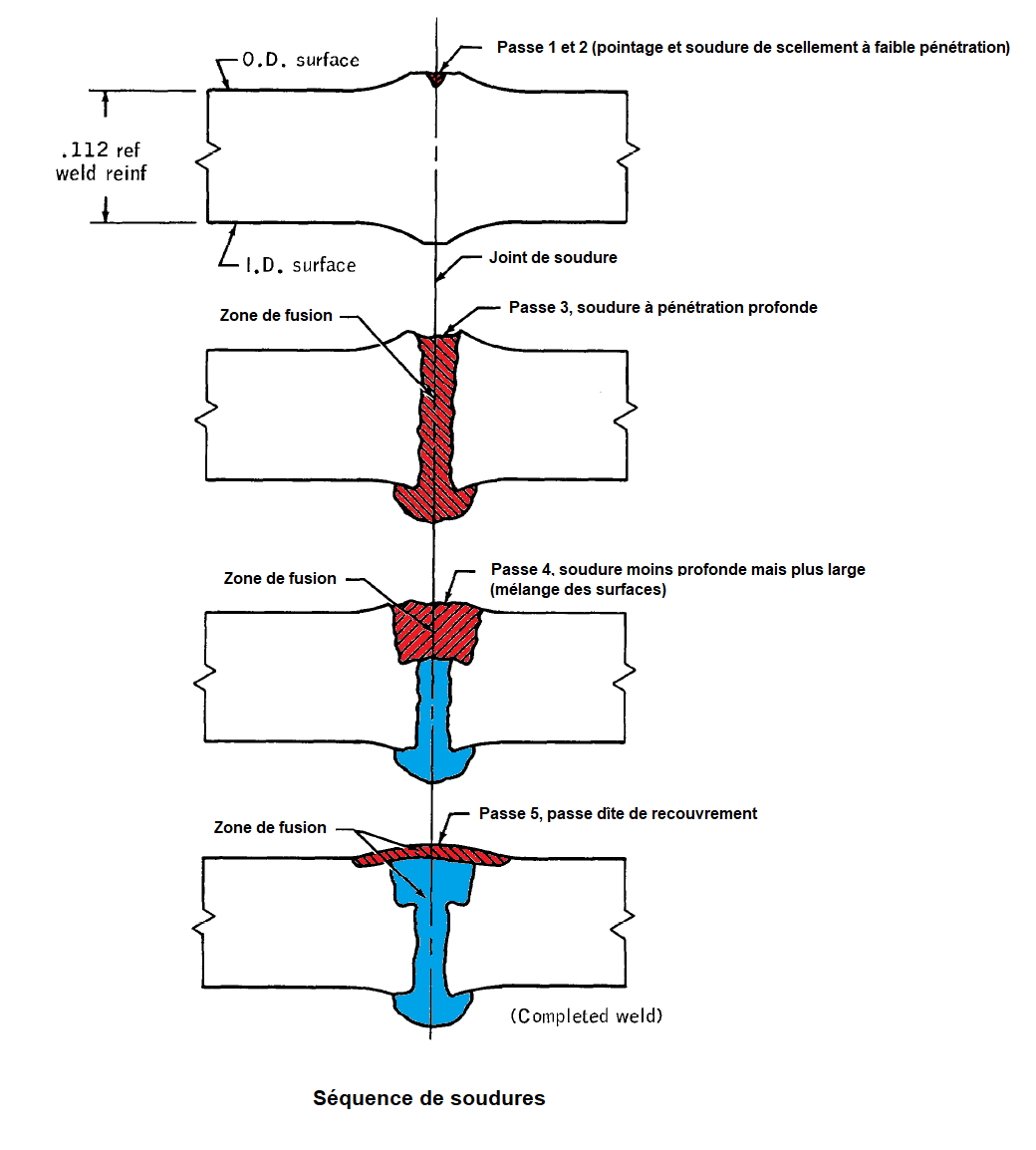 |
Au cours d'un test de pression à l'azote gazeux, un réservoir pressurisé d'hydrogène se rompt prématurément. Après une analyse sur ses fragments, il est conclu que la cause de la rupture est due à un fluage à température ambiante. Par la suite, des tests de fluage effectués sur des éprouvettes de traction standard ont indiqué qu'aucun fluage ne s'est produit en dessous d'un niveau de contrainte de 75 % de la limite d'élasticité réelle. Le problème a été résolu en augmentant l'épaisseur de la paroi du réservoir de 0,81 à 1,11 mm (0,032 à 0,044 in), réduisant ainsi les niveaux de contrainte en dessous du seuil de fluage à environ 52 % de la limite d'élasticité en traction, sur la base de la limite d'élasticité certifiée du matériau.
La formation, la croissance et l'écaillage d'hydrure de titane sont identifiés comme étant la cause de la défaillance des soudures du raccord de l'évent (vent disconnect) sur un premier modèle d'ingénierie. Lors d'analyses ultérieures d'autres défaillances révélent que la formation d'hydrure ne se limite pas à la région du raccord de l'évent, mais qu'elle se produit également dans d'autres conduites de plomberie. Aucune formation d'hydrure n'est constatée dans le réservoir. Le problème s'avère être partiellement issu des variables de processus et de procédures. Cependant, l'optimisation des processus n'a fait que retarder le début de la formation. Avec des variables contrôlées, la durée de vie n'a pu être augmentée que d'environ 200 à environ 400 heures d'exposition totale. Le défaut est finalement résolu en remplaçant les conduites de plomberie en titane par des tubes en acier inoxydable de type 304L. Après ce changement, l'article de test 0015 a été exposé à une atmosphère d'hydrogène pendant plus de 2000 heures et il n'y a eu aucun signe de formation d'hydrure.
Un certain nombre de méthodes pour joindre le réservoir en alliage de titane au tube en acier inoxydable sont étudiées. Ces méthodes vont du collage par explosion au brasage. Les tests de certains de ces types de joints dans des conditions de service simulées indiquent que la co-extrusion est la méthode la plus efficace. Par la suite, de nombreux tests sont effectués sur la combinaison coextrudée. Ces tests simulent à la fois les conditions de fabrication et de service. Après des essais concluants, une nouvelle conception est mise en œuvre et la production a commencé en utilisant les joints de transition cryogénique coextrudés (bimétallique) avec des lignes de plomberie en acier inoxydable. Neuf joints de transition échouent au contrôle d'étanchéité après un choc froid dans de l'hydrogène liquide avant l'assemblage. Il s'avére que ces échecs sont dus à une erreur de fabrication, qui est corrigée par la suite. La méthode de coextrusion s'est avérée très efficace, à l'exception d'une fuite de joint qui s'est produite pendant la mission Apollo 12.
Les réservoirs en alliage de titane et en Inconel sont soudés par faisceau d'électrons. Un problème initial est l'absence de niveaux de fiabilité et de confiance acceptables requis avant que le processus puisse être approuvé. De plus, aucune spécification ou critères ne sont disponibles pour servir de référence dans la conception des joints de soudure. Enfin, il y a des conflits entre les exigences du client et les spécifications prévues par le fabricant concernant le traitement post-soudure pour la réduction des contraintes. Ces problèmes sont résolus par un programme d'essais complet et méticuleusement détaillé visant à qualifier le procédé de soudage par faisceau d'électrons et à prouver sa valeur en tant que technique de l'ère spatiale. Les principaux problèmes rencontrés lors de la mise au point du procédé de soudage par faisceau d'électrons pour cette application ont été l'usinage des joints et la préparation des surfaces (en raison des tolérances extrêmement faibles en matière d'espacement et de décalage) et l'erreur de l'opérateur lors de la réalisation de la soudure elle-même. Il s'est avéré que la qualité de la soudure était directement liée à l'expérience de l'opérateur soudeur par faisceau d'électrons. Un décalage de 0,25 mm (0,010 in) du faisceau d'électrons par rapport au joint pouvait entraîner une fusion incomplète qui, dans certains cas, ne pouvait pas être détectée par les techniques d'inspection aux rayons X. Un endoscope a été utilisé pour l'inspection des soudures et les résultats de l'épreuve non destructive du test de pression ont été la preuve de la qualité de la cuve.
Les réservoirs d'oxygène ont la forme de sphères. Ils sont composés de deux hémisphères assemblés par soudage par fusion. L'épaisseur de base de la paroi est de 1,49 mm (0,059 in), cette épaisseur augmentant au niveau des soudures et des bossages. Le rayon intérieur est de 31,82 cm (12,528 in).

Chacun contient 147,87 kg d'oxygène dans un état supercritique (semi-liquide/semi-gazeux, faisant penser à de la neige fondue surtout à ne pas confondre avec l'oxygène liquide LOX). Leur température de fonctionnement s'étend de -148,88° à +26,66°(C)elsius. L'O2 doit être maintenu à -147,22°C pour rester liquide. La pression limite de conception (pression de fonctionnement maximale) est de 70,67 bar (1025 psi), la pression d'épreuve est de 94,25 bar (1367 psi) et la pression d'éclatement à température ambiante est de 106,04 bar (1538 psi).
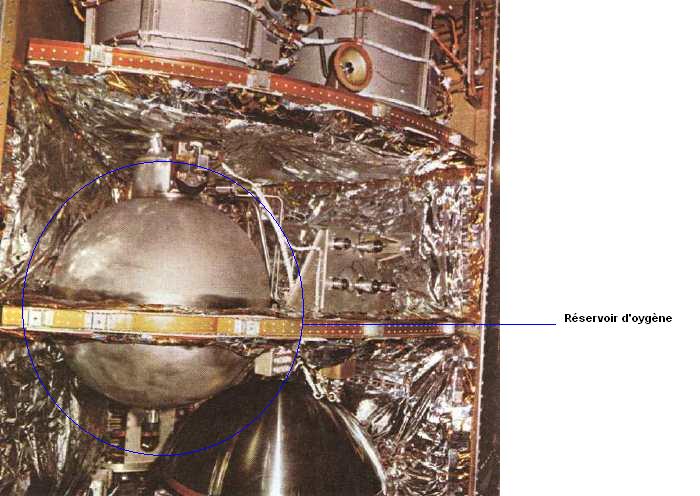 Réservoir (O2) à sa place dans le SM, le second étant derrière non visible (crédit photo : SDASM Archives) |
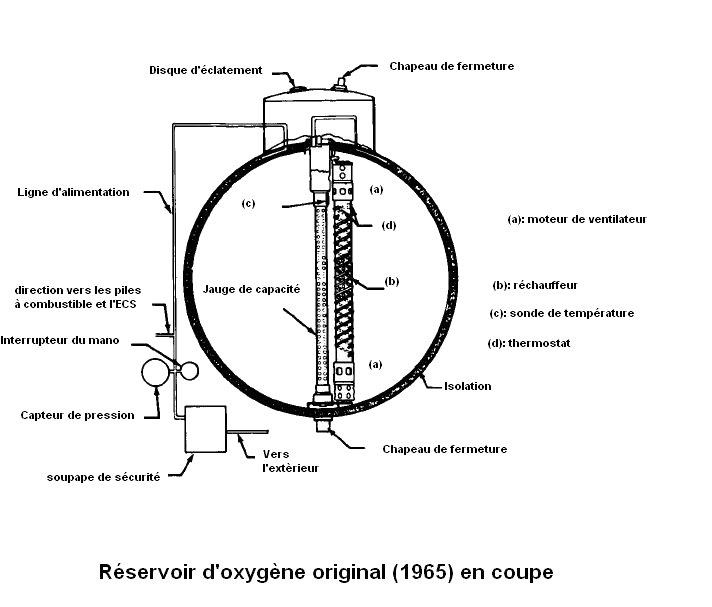 Coupe du réservoir d'oxygène original |
Les réservoirs d'hydrogène (H2) mesurent 80,77cm de diamètre. Chacun contient plus de 13,15 kg d'hydrogène supercritique (l'hydrogène est beaucoup plus léger que l'oxygène, de sorte que dans des réservoirs de même volume, la masse de l'oxygène est bien plus importante). L'hydrogène est également dans un état semi-gazeux/semi-liquide, et sa température de fonctionnement s'étend de -218,33° à +26,66°C. Pour rester liquide, l'hydrogène doit être maintenu à -217,77°C.
Les réservoirs d'oxygène sont placés côte à côte, ceux d'hydrogène, l'un sur l'autre.
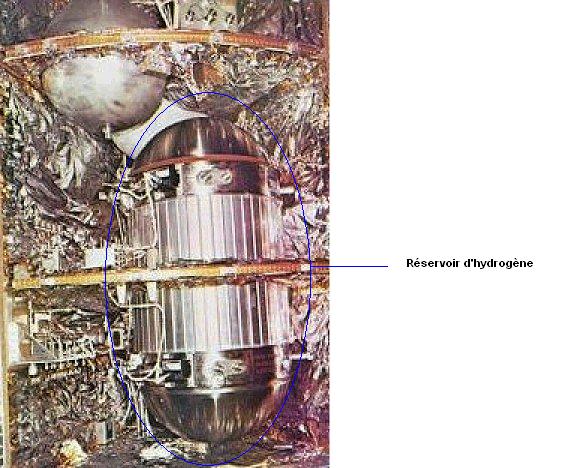 Ensemble des réservoirs d'hydrogène à leur place dans le SM (crédit photo : SDASM Archives) |
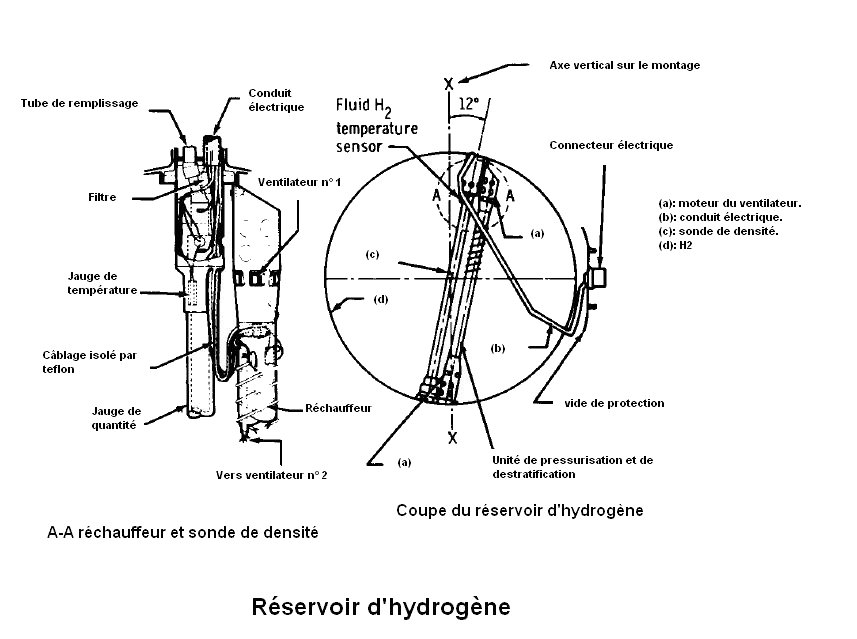 Vue en coupe du réservoir d'hydrogène |
ISOLATION DES RÉSERVOIRS
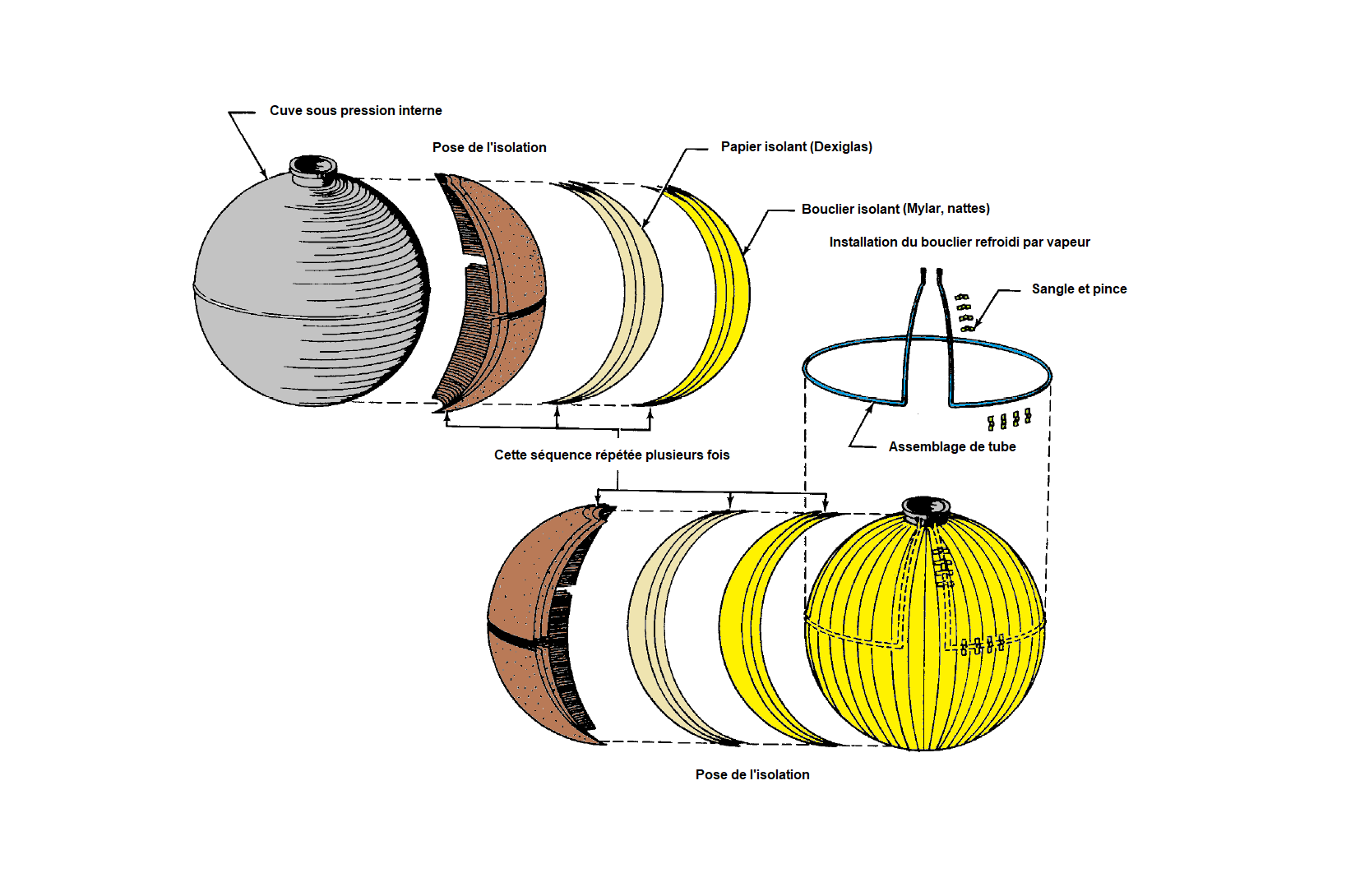
Les schémas d'isolation des dewars Apollo ont été développés grâce à des efforts analytiques importants et optimisés par un programme de test complet, réalisé à l'aide de coques extérieures amovibles qui ont été serrées ensemble, puis placées dans une chambre à vide. Cette configuration permettait une modification rapide de l'article testé. Les résultats ont permis de conclure qu'un bouclier refroidi par vapeur serait nécessaire pour atteindre les performances thermiques spécifiées.
Le bouclier refroidi par vapeur fournit une couche intermédiaire froide à l'intérieur de l'isolation. Il consiste en une couche de feuille d'aluminium de 0,10 mm (0,004 in) d'épaisseur, sur laquelle est collée la ligne d'alimentation en vapeur. La feuille d'aluminium conduit facilement la chaleur, qui est interceptée par le fluide d'alimentation et transportée en aval du récipient de stockage.
Lorsqu'il est prévu d'appliquer l'isolation, la cuve, l'isolation, les autres pièces et fournitures nécessaires sont déplacées dans une petite pièce annexe à une zone connue sous le nom de Respectable Room. (La salle respectable, ses annexes et la salle ultra propre constituent ensemble la zone d'assemblage Apollo). Toutes les opérations d'assemblage effectuées dans ces salles sont conformes aux techniques standard de salle blanche, c'est-à-dire port de blouses, casquettes et gants non pelucheux. Un sas d'entrée simple est équipé d'une brosse à chaussures motorisée et d'un aspirateur, mais les brosses sont désactivées afin de ne pas tourner sous l'effet du moteur. Il n'y a pas de filtration d'air.
L'isolation est appliqué sur la cuve intérieure en fuseaux (ou "quartier d'orange"), une couche à la fois. Le schéma d'isolation qui est sélectionné consiste en des couches alternées de papier d'aluminium, de papier Dexiglas (C. H. Dextar & Son, Inc.), de bandes de fibre de verre préformées, de nattes et de Mylar aluminisé. Chaque couche est soigneusement appliquée sur le récipient, maintenue temporairement en place avec du ruban adhésif, coupée pour être ajustée, puis finalement maintenue en place par de fins fils de nylon. Une fois les fils en place, le ruban adhésif est retiré. Les joints des couches successives sont décalés de manière à bloquer efficacement le flux de chaleur. Les couches de feuilles d'aluminium sont vérifiées à l'aide d'un ohmmètre pour s'assurer qu'il n'y a pas de contact électrique avec le récipient interne ou les couches de feuilles adjacentes. À peu près à mi-chemin du processus d'isolation, on installe un tube qui va de la zone du dôme sous vide à l'équateur, fait le tour de celui-ci et retourne à la zone du dôme. C'est ce qu'on appelle le bouclier de refroidissement à vapeur. Le réservoir à oxygène (principe du vase de Dewar) a huit séquences d'isolation et le réservoir à hydrogène vingt huit. Une séquence d'isolation consiste en six couches : trois de papier d'aluminium de 0,012 mm d'épaisseur chacune (0,0005 in), deux de papier et une de fibre de verre.
Le bouclier refroidi par vapeur est placé à mi-chemin entre les cuves intérieures et les coques extérieures. Ce schéma d'isolation est ensuite modifié dans les réservoirs d'hydrogène pour deux raisons : améliorer les performances thermiques dans des limites acceptables et réduire la masse. Le premier schéma d'isolation était entièrement porteur, c'est-à-dire que les charges totales du fluide et de la cuve sous pression étaient transmises uniformément par l'isolation à la coque extérieure.
La méthode utilisée pour isoler les réservoirs d'hydrogène des vaisseaux spatiaux Block II était semi-porteuse, c'est-à-dire que des bandes d'isolant porteuses entouraient la cuve sous pression, ne touchant qu'un petit pourcentage de sa surface et touchaient l'enveloppe extérieure en des points spécifiques où la charge était transmise à un anneau périphérique. L'isolation intercalée entre "ces sangles" était constituée d'un film H recouvert d'or et d'un écran refroidi par vapeur. Cette conception a permis d'obtenir d'excellentes performances thermiques et, vers la fin du programme de production, tous les dewars ont obtenu des résultats nettement supérieurs au taux de fuite thermique requis par les spécifications.
LA COQUE EXTERNE DES RÉSERVOIRS
À l'origine, les coques extérieures étaient usinées chimiquement selon un motif gaufré afin de réduire leur masse. Cette approche a été supprimée et une monocoque extérieure a été préférée, principalement en raison des coûts de fabrication. Les premières monocoques extérieures avaient une épaisseur de 0,30 mm (0,012 in) et présentaient des problèmes de flambage. Par la suite, l'épaisseur a été portée à 0,50 mm (0,020 in), et un meilleur contrôle de la tolérance des contours a été mis en place.
Une performance thermique adéquate de l'isolation dépend de l'obtention et du maintien d'un niveau de pression à l'intérieur de l'isolation pour minimiser la conduction des gaz. Normalement, l'isolation est évacuée à une température élevée pour faire bouillir les gaz de surface résiduels. Lorsque l'isolation refroidit, un vide stable de 1 x 10-5 torr ou moins est atteint.
Lors des essais de qualification du Block II, il a été constaté que les vibrations provoquaient une dégradation du niveau de vide. Ce problème a été corrigé par l'installation de pompes ioniques sur les enveloppes extérieures de tous les réservoirs. Elles se sont avérées efficaces pour maintenir un bon vide et fournissent également un contrôle du niveau de vide annulaire. Auparavant, la dégradation des performances thermiques ne pouvait être vérifiée qu'après entretien avec le fluide cryogénique. L'ensemble de pompe ionique se compose d'une pompe à vide de 1 litre/seconde et d'un convertisseur de sortie haute tension de courant continu à courant continu. La sortie haute tension du convertisseur est fournie à la pompe par des fils haute tension blindés.
La plupart des problèmes associés à ce genre de pompe étaient de nature aléatoire et se produisaient généralement en raison d'une mauvaise manipulation de la part des opérateurs. Cependant, un problème majeur s'est produit : des interférences électromagnétiques causées par les effets corona dans le convertisseur. Ce problème a été découvert pour la première fois au Kennedy Space Center avant le lancement de la mission Apollo 7. En retirant les fusibles de divers composants, le problème a été isolé au niveau de la pompe. Les pompes ont été testés contre les interférences électromagnétiques dans une chambre à vide et des fuites d'air provenant de zones à haute tension étaient présentes à la fois dans la pompe et dans l'enrobage du convertisseur. En altitude, les fuites par ces voies provoquent des effets corona. Le développement de meilleures techniques d'enrobage sous vide a permis aux pompes d'être requalifiées pour le vol.
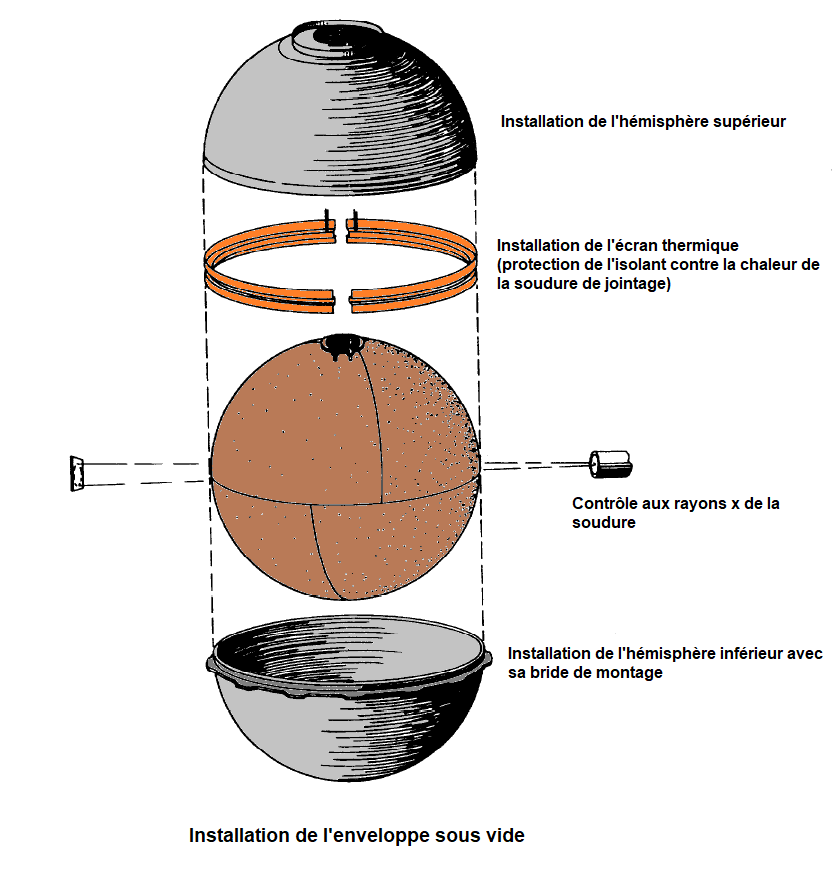
Une fois toute l'isolation appliquée, la gaine métallique (ou coque) externe est installée. Ces pièces sont fabriquées par Chemtronics, Inc. Les principaux hémisphères supérieur et inférieur sont emboutis et usinés. La bride équatoriale est usinée à partir d'un anneau forgé. Toutes les pièces sont fabriquées en alliage Inconel 750. L'assemblage de l'hémisphère inférieur et de la bride équatoriale est réalisé par soudage TIG. Un écran est placé sur l'isolant dans la région de la soudure de fermeture finale entre l'ensemble hémisphère inférieur/bride et la coque de l'hémisphère supérieur. Une fois ces pièces positionnées sur le récipient sous pression isolé, la soudure circonférentielle pour les assembler est réalisée par le procédé de soudage automatique à l'arc Heli-arc utilisant de l'argon pour l'inertage de la zone de soudure. Les soudures de l'enveloppe sous vide sont ensuite inspectées aux rayons X pour garantir leur intégrité.
LES ÉLÉMENTS ÉLECTRIQUES : DISPOSITIFS DE CHAUFFAGE ET VENTILATEURS DE BRASSAGE
Les éléments chauffants étaient à l'origine des sphères d'aluminium concentriques perforées de trous d'allègement pour en réduire la masse. L'élément chauffant était un film à haute résistance (Electrofilm) qui était pulvérisé sur ces sphères.
Cette approche a été rejetée en faveur de la combinaison ventilateur de brassage/dispostif de chauffage, qui réduit la masse et assure le mélange des fluides. Dans cette approche, un ventilateur est installé à chaque extrémité d'un tube cylindrique perforé. L'élément chauffant est brasé en forme de serpentin ou "barberpole" (enseigne de barbier, voir schéma) autour du tube. Les ventilateurs assurent un mélange adéquat du fluide pour minimiser la stratification et augmentent considérablement la capacité de transfert de chaleur. Les moteurs électriques utilisés dans les dewars d'Apollo ont été développés dans un autre but et adaptés à cette application. Cependant, des efforts considérables ont été nécessaires en matière de reconception, de contrôle qualité et de contrôle de la contamination avant d'atteindre un degré de fiabilité adéquat. Parmi les modifications apportées à la conception, citons l'augmentation de l'entrefer entre le rotor et le stator, l'ajout d'un manchon sur le rotor et des changements de paliers. Les moteurs sont redondants ; un est monté à chaque extrémité du tube chauffant.
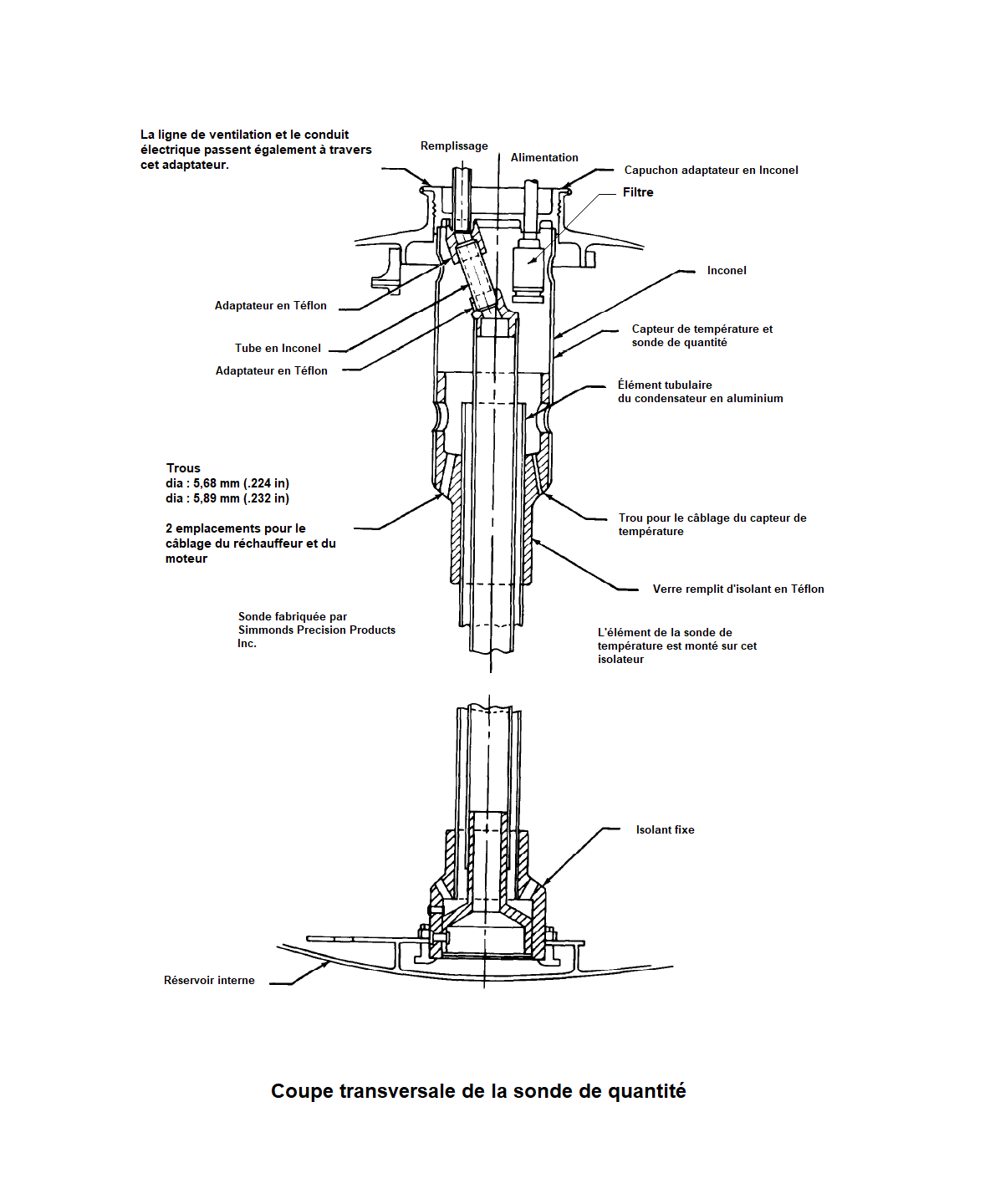
Les réservoirs cryogéniques sont pressurisés par des réchauffeurs internes une fois le remplissage terminé. Deux serpentins chauffants à courant continu parallèles dans chaque réservoir fournissent la chaleur nécessaire au maintien de la pression. Deux petits ventilateurs de brassage triphasés parallèles entraînés par des moteurs de 1800 tr/min remuent le contenu du réservoir faisant circuler le fluide sur les éléments chauffants pour maintenir une densité uniforme et diminuer la probabilité de stratification thermique. Des transducteurs de pression et des capteurs de température indiquent l'état thermodynamique du fluide et des sondes capacitives indiquent la quantité de fluide dans les réservoirs. La sonde de quantité, consiste en une section supérieure qui supporte une jauge de capacité cylindrique utilisée pour mesurer électriquement la quantité de fluide dans le réservoir. Le cylindre intérieur de cette sonde sert à la fois de tube de remplissage et de vidange et de plaque pour la jauge capacitive. En outre, un capteur de température est monté à l'extérieur de la sonde de quantité, près de la tête. Le câblage de la jauge, du capteur de température, des moteurs de ventilateur et des appareils de chauffage passe par la tête de la sonde de quantité jusqu'à un conduit situé dans le dôme. De là, le câblage passe par un connecteur qui le relie électriquement aux circuits externes appropriés dans le CSM.
 L'ensemble réchauffeur/ventilateur est constitué de nombreuses petites pièces soudées, brasées, rivetées ou boulonnées |
 |
À savoir : Il y a eu des incidents techniques lors des différents vols, sans parler (bien sur) de celui d'Apollo XIII.
- pour Apollo IX, un incident technique (court circuit) s'est produit dans le système de commande automatique de pression du réservoir d'hydrogène. En raison de l'échec du système automatisé, la pression a été régulée en actionnant les ventilateurs de brassage en mode manuel pour le reste de la mission.
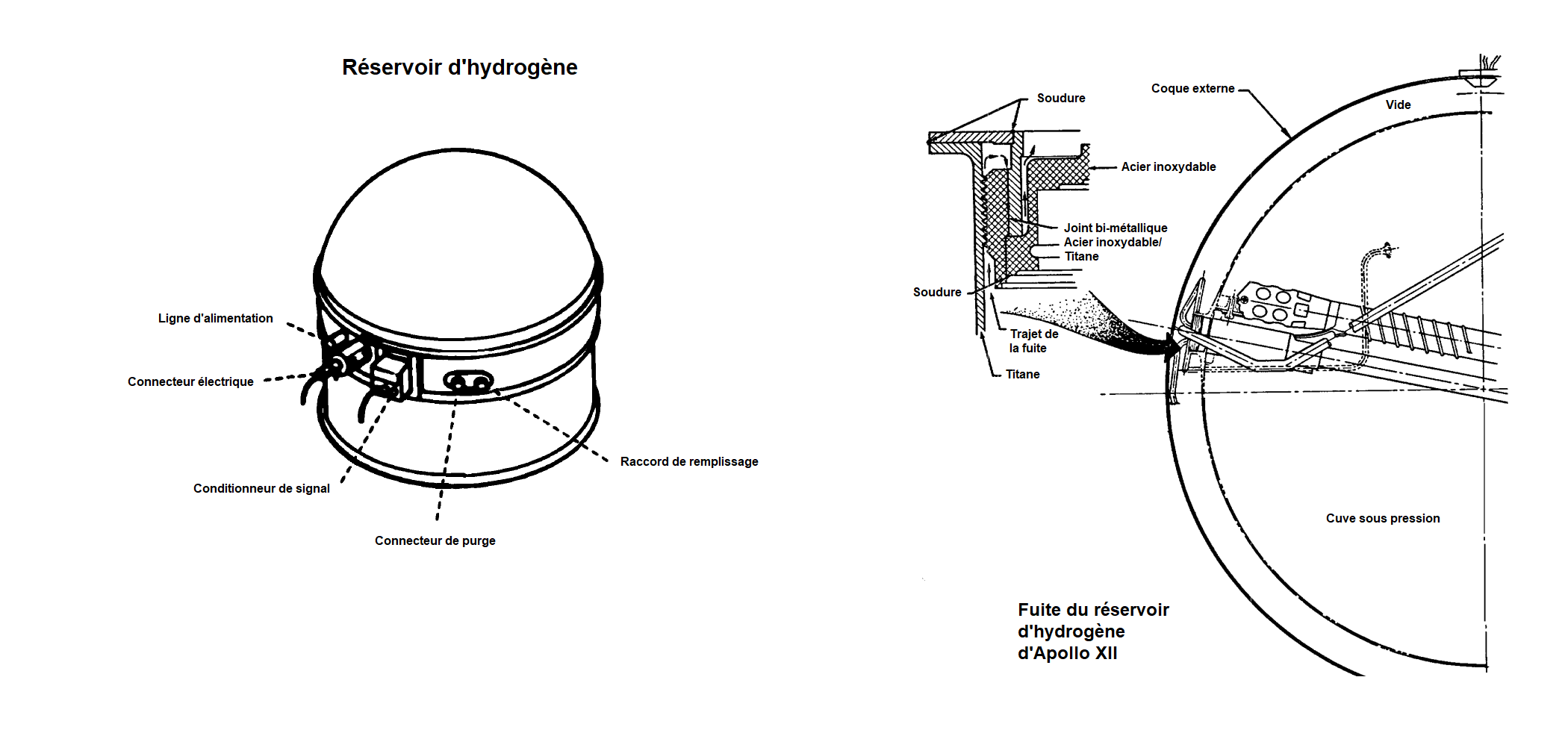
- lors du chargement des consommables d'Apollo XII, approximativement 51 h avant le lancement programmé, la performance du réservoir 2 d'hydrogène c'est avéré inacceptable, ne se remplissant que beaucoup plus lentement que prévu, et ayant une ébullition plus élevée (fuite de chaleur) que la norme pendant la période de stabilisation thermique. Grâce à l'inspection visuelle du réservoir, les techniciens découvrirent une épaisse couche de givre sur l'extérieur de celui-çi, indiquant une "perte de vide" de l'espace annulaire isolant. Le réservoir fut alors remplacé par un autre provenant du vaisseau spatial Apollo XIII et le chargement cryogénique achevé d'une manière satisfaisante.
Une analyse du problème, entreprise avant le lancement, permit d'identifier la cause de cette "perte de vide" : elle était due à une liaison incomplète dans le joint bimétallique acier inoxydable / titane, ce qui a permis à l'hydrogène de fuir de la cuve intérieure dans l'espace annulaire. Le joint bimétallique assure l'étanchéité entre les deux métaux, qui ne sont pas compatibles pour être soudés l'un à l'autre. Le joint est fabriqué à partir d'une billette de telle sorte que les deux métaux sont extrudés ensemble et usinés. Le raccord usiné est soudé en place. Une mauvaise inspection du joint bimétallique pendant la fabrication a permis à des vides entre les surfaces métalliques de passer inaperçus. Le joint défectueux a été fabriqué dans le lot 3B, et le lot 3A était également soupçonné d'avoir des joints de mauvaise qualité. La raison de cette suspicion était l'emplacement aléatoire des joints dans les lots qui avaient échoué le processus d'inspection. Ces défaillances n'avaient pas été détectées dans le cadre du système de qualité utilisé à l'époque, par conséquent, elles n'ont pas été signalées. Il ne reste que quatre autres réservoirs de ces deux lots dans le programme, et ceux-çi ont été rappelés pour le remplacement des joints bimétalliques douteux.
 Réservoir d'hydrogène liquide |
 Descriptif du problème survenu sur le réservoir d'hydrogène d'Apollo 12 |
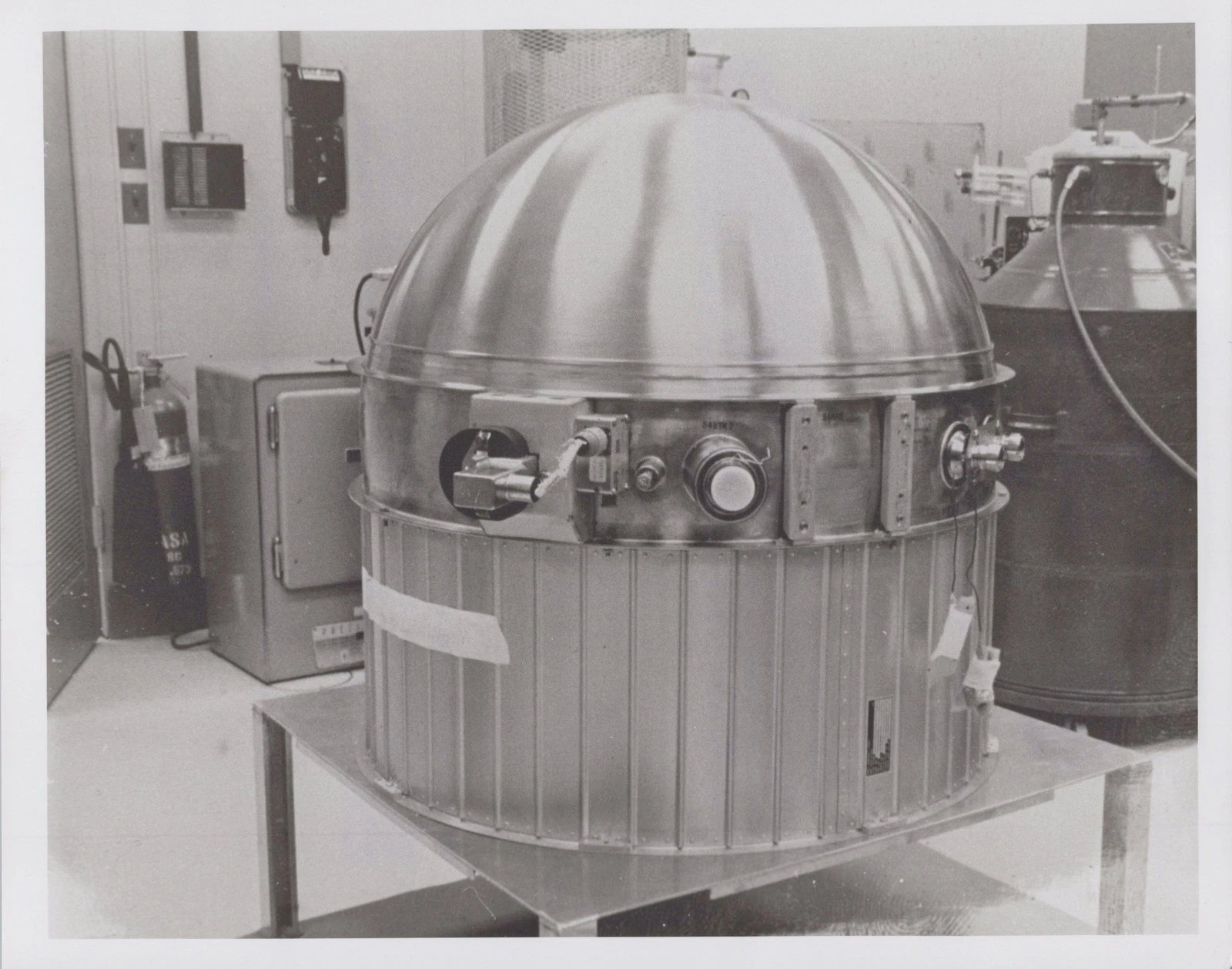 Réservoir d'hydrogène d'Apollo 12 complet (monté sur sa collerette de support) |
Les actions correctives suivantes ont été prises afin de s'assurer qu'aucun mauvais joint ne passerait plus l'inspection :
- une analyse chimique et d'inclusion est effectuée pour la matière première ;
- des échantillons métallurgiques sont prélevés aux extrémités et au milieu de chaque billette ;
- une nouvelle inspection par ultrasons est instituée par rapport à la norme existante ;
- tous les incidents doivent être reportés et examinés.
L' APRÉS APOLLO XIII, UNE TOUTE NOUVELLE CONCEPTION
L'évaluation de la mission Apollo XIII (mission avortée à la suite de l'explosion du réservoir d'O2 n°2) a indiqué que certaines modifications de conception devaient être incorporées dans les réservoirs de stockage d'oxygène cryogénique. Ces changements se répartissent globalement dans trois catégories.
1) - suppression des moteurs d'équilibrage des fluides et refonte de l'ensemble de chauffage
2) - changements de matériaux pour le câblage interne du réservoir et le capteur de densité
et 3) - ajout d'un capteur de température de l'ensemble de chauffage.
PLUS EN DÉTAIL...
Analyse préliminaire
L'analyse des modifications à apporter à la conception originale a montré que l'assemblage de l'élément chauffant serait l'élément clé et que le principal problème de développement était l'incorporation du câblage sous gaine métallique. Une solution à ce problème a dicté les critères généraux suivants pour le câblage gainé :
1) un petit diamètre pour :
(a) minimiser les fuites de chaleur par conduction,
(b) maintenir le diamètre du conduit de confinement petit pour permettre l'installation dans l'ouverture du col de la cuve sous pression existante et fournir une faible fuite de chaleur conduite sur de courtes longueurs de conduit, et
(c) offrir une flexibilité maximale puisque les fils sous gaine devront être tirés à travers le conduit de confinement lors de l'installation.
2) bonne résistance à la manipulation.
3) entièrement compatible avec les températures de brasage à l'argent (718,33°C ou 1325 °F).
4) compatibilité LOX-GOX pour tous les matériaux.
5) caractéristiques électriques appropriées telles que la capacité de transport de courant avec un auto-échauffement, des propriétés d'isolation et une capacité acceptables.
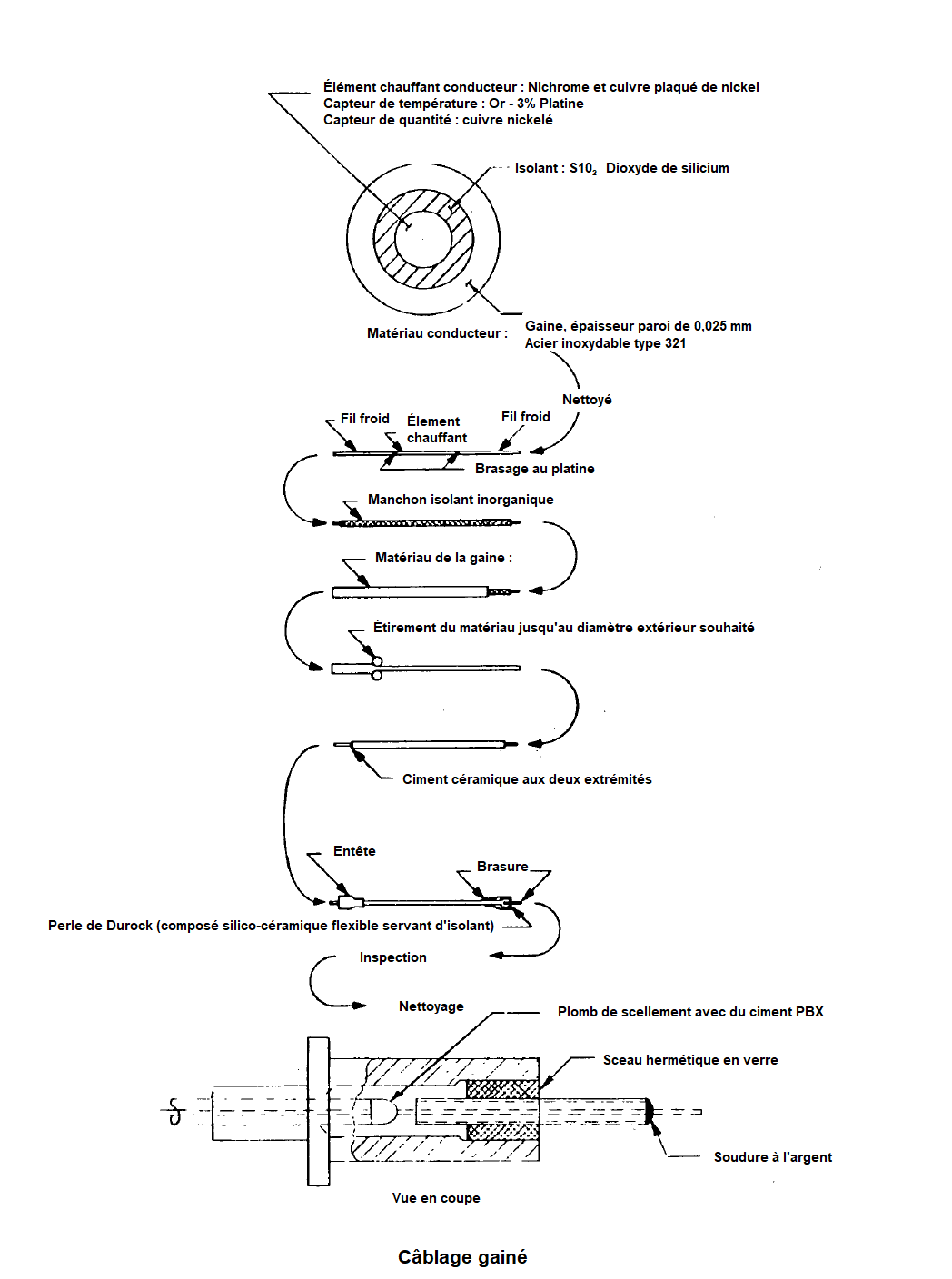
Ces critères ont ensuite été utilisés pour passer en revue les câbles à gaine métallique disponibles et ont abouti à la sélection d'un câble gainé fabriqué par la Rosemount Engineering Company de Minneapolis. Le produit fabriqué par Rosemount avait montré des caractéristiques supérieures dans les domaines de la flexibilité, de la tolérance de manipulation et des matériaux internes. Un avantage supplémentaire a été réalisé avec ce choix de fil : les éléments chauffants pouvaient être fabriqués avec des fils froids intégrés à l'intérieur d'une gaine métallique continue. Cette possibilité a éliminé le besoin de terminaisons de fil de chauffage sur l'ensemble de chauffage. Les détails de construction du câblage à gaine métallique sélectionné sont illustrés à la figure ci-dessous. Celle-ci montre également une section transversale du fil gainé. Le matériau de la gaine extérieure est en acier inoxydable 321. Le diamètre extérieur nominal fini est de 1,49 mm (0,059 in) avec une épaisseur de paroi de 0,025 mm (0,010 in). Le matériau isolant est du Refrasil broyé et compacté, qui est du dioxyde de silicium ou du quartz fondu. Le Refrasil est appliqué sous forme de tresse tissée de fibres de quartz fondues et est écrasé et compacté lorsque la gaine métallique est étirée. Les matériaux conducteurs sont du Nichrome V de 0,040 mm (0,0158 in) de diamètre extérieur pour les éléments chauffants et du cuivre plaqué de nickel de 0,50 mm (0,020 in) de diamètre extérieur pour les fils froids. La figure ci-dessous illustre le processus de fabrication du fil gainé et montre comment les fils froids et les éléments chauffants sont assemblés pour être enfermés dans une seule gaine continue. Cette figure illustre également la façon dont un élément chauffant complet est terminé par des embouts hermétiques.
Développement et sélection du concept
La sélection d'un fil à gaine métallique spécifique et les compilations préliminaires de ses paramètres d'application ont permis le développement technique détaillé des modifications de conception requises. Cela a conduit au développement complet du matériel et au programme d'essais de vérification de la conception. La nouvelle conception qui en résulte est illustrée aux figures 3 et 4. Un programme de développement visant à éliminer les matériaux en Téflon de la sonde de détection de la densité du réservoir a été poursuivi. Deux capteurs de densité de développement ont été fabriqués en utilisant des matériaux isolants autres que le Téflon. Ces matériaux étaient le quartz fondu et la céramique Alsimag. Les tests ultérieurs de ces deux sondes ont indiqué que les deux matériaux étaient réalisables, mais qu'il faudrait encore beaucoup de travail pour les perfectionner jusqu'au stade de la production. Les principaux problèmes étaient : la sensibilité à l'humidité et la génération de particules.
Beech Aircraft Corporation (BAC) a rencontré quatre problèmes importants de développement du processus de fabrication lors de la fabrication de ces premiers réservoirs. Ces problèmes étaient les suivants :
1) Perfectionnement des techniques d'outillage et de brasage pour l'installation des éléments chauffants Rosemount sur le tube de support de l'ensemble chauffant. Ces éléments enroulés en spirale étaient difficiles à maintenir en place tout en permettant une brasure continue et lisse avec une distribution uniforme de la température. Le problème a été résolu par des outils de maintien plus sophistiqués et l'incorporation d'un préchauffeur dans l'outil de brasage.
2) Maintien de fils gainés secs tout au long du cycle de fabrication. Le câblage sous gaine absorbe facilement l'humidité de l'air dans tout processus de chauffage et de refroidissement des fils non scellés. La présence d'humidité dans les fils entraîne une résistance d'isolement et une rigidité diélectrique inférieures aux exigences des spécifications. Ce problème a été résolu en minimisant l'occurrence et la durée des fils dans un état non scellés et lorsque les fils devaient être descellés, tout le travail était effectué dans des boîtes sèches ou dans des conditions de purge par couverture chaude et sèche.
3) Problèmes de brasage associés à l'installation de broches cannelées de transition entre les connecteurs hermétiques en fil gainé et le connecteur électrique principal Apollo de conception originale. Les problèmes étaient principalement liés aux faibles jeux entre les broches du connecteur électrique principal, ce qui rendait le brasage au chalumeau très difficile et entraînait le réchauffement multiple de certaines broches du connecteur. Ce problème a finalement été résolu par une nouvelle conception du connecteur électrique.
4) Un problème est survenu avec le joint de brasage en platine de l'élément chauffant pendant les essais d'acceptation des composants des ensembles chauffants. Le problème consistait en des défaillances de continuité dans les joints de brasage en platine ou près du joint dans le fil de cuivre plaqué de nickel. L'enquête a permis de déterminer que la cause était un mouillage inadéquat du fil de l'élément chauffant en Nichrome V pendant l'opération de brasage du joint, un contrôle manuel du centrage pendant l'opération de brasage et une opération de recuit extrêmement sévère après le tirage de la gaine du fil. Tous ces problèmes ont été résolus en modifiant les processus de brasage et de recuit. L'enquête a également montré que les tests d'acceptation des composants existants auraient permis d'éliminer tous les assemblages de réchauffeurs comportant des éléments potentiellement défectueux. Cependant, les tests d'inspection et d'acceptation des composants de BAC et de Rosemount ont été rendus plus rigoureux à la suite de ce problème.
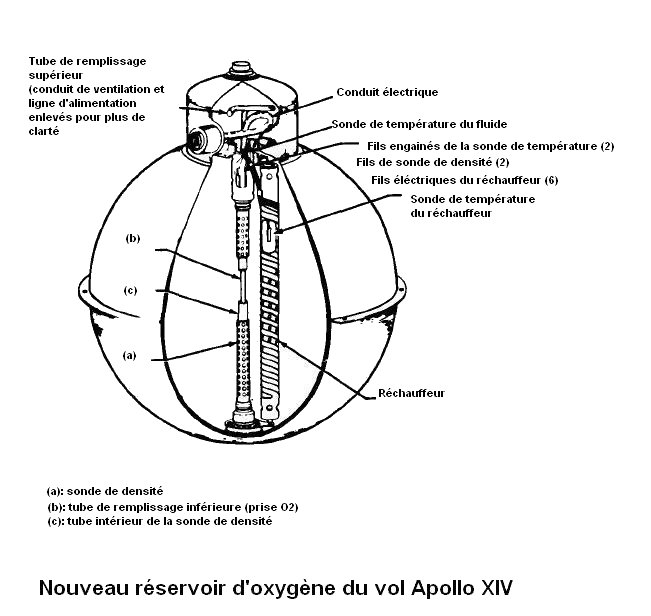 Fig 3 : nouveau design des réservoirs d'oxygène (à partir du vol Apollo XIV). |
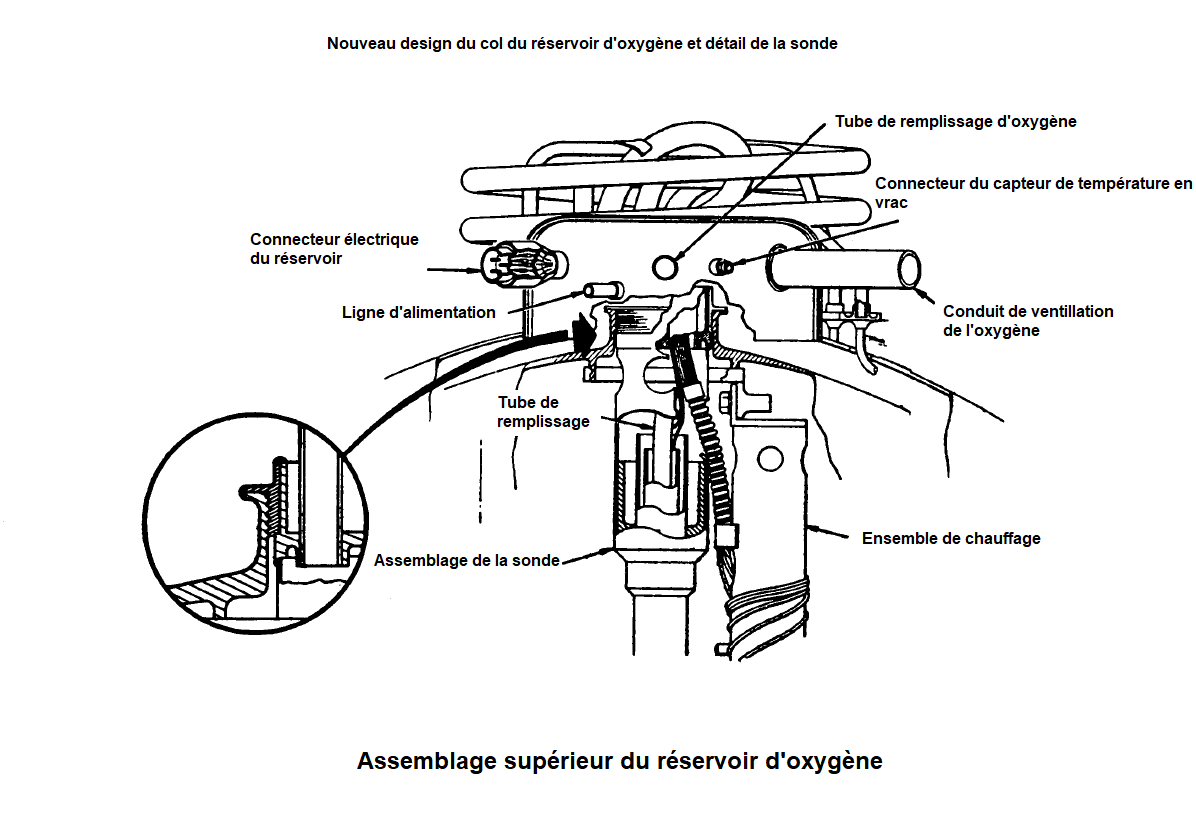 Fig 4 : vue rapprochée du nouveau design du col |
Qualification de la nouvelle conception
La qualification du réservoir d'oxygène de nouvelle conception a commencé à la mi-octobre. Une défaillance a été constatée lors des essais de qualification par vibration. Le câble à isolation minérale du capteur de température du fluide en vrac s'est séparé à l'endroit où il pénètre dans le boîtier du capteur. La défaillance a entraîné une grave dégradation du vide du premier réservoir de qualification (n° XTA0033) lorsque des gaz sorbés dans l'isolant en oxyde de magnésium ont été libérés dans l'anneau de vide du réservoir. Cette défaillance s'est produite avant l'exécution du dernier axe de la vibration de conception aléatoire. L'enquête sur cette défaillance comprenait une réévaluation des niveaux d'essai de vibration et des temps d'exposition. Les résultats de cette réévaluation ont indiqué que les exigences des tests étaient inutilement sévères, en particulier en ce qui concerne le temps d'exposition. Les niveaux d'essai ont été redéfinis et un deuxième réservoir de qualification, le XTA0037, a ensuite été exposé aux nouvelles exigences d'essai sans incident.
La qualification du nouveau réservoir d'oxygène s'est achevée avec succès quelques jours seulement avant le lancement d'Apollo 14. En fait, la configuration de test de simulation de mission utilisée pour le dernier test de qualification a été recyclée et utilisée pour "voler" une mission parallèle avec le système de réservoirs d'Apollo 14. Les performances des réservoirs d'oxygène de nouvelle conception étaient tout à fait satisfaisantes. Les performances nominales du réservoir d'oxygène de conception originale et du nouveau réservoir d'oxygène de conception sont comparées dans le tableau ci-dessous.
Point |
Conception Block II |
Nouvelle conception |
Masse du réservoir |
36,67 kg |
36,15 kg |
Densité en watts de l'élément chauffant |
0,434 W/cm² |
0,325 W/cm² |
Température maximale de l'élément chauffant |
304,44°C |
254,44°C |
Débit maximal (g/h) |
358 g |
374 g |
Fuite de chaleur des conduits électriques (kilocalories/heure) |
0,486 |
0,577 |
Fuite de chaleur du capteur de température du fluide (kilocalories/heure) |
0,0 |
0;385 |
Fuite de chaleur totale du réservoir (kilocalories/heure) |
7,06 |
7,37 |
À savoir : Les réservoirs cryogéniques du module de service sont si bien isolés que des cubes de glace placés à l'intérieur, mettraient 8 ans 1/2 pour fondre.
Fluide biphasé : c'est un fluide ayant simultanément 2 propriétés (liquide et gazeux).
Inconel® : plus précisément l'Inconel® 718, est un superalliage avec une excellente résistance à la corrosion et ayant des caractéristiques mécaniques à T° ambiante et à chaud très bonnes comparées aux caractéristiques mécaniques d’autres alliages. La composition standard d’un Inconel® 718, selon la norme UNS N07718, contient majoritairement du nickel (50-55 %) suivi d’une forte proportion de chrome (17-21 %), puis de fer (15-21 %) et des éléments d’addition en plus faible proportion (niobium, molybdène, titane, aluminium). Dans notre cas voici les proportions : Ni-52,5% Cr-19% Fe-17% Mo-03,5%.
Ductilité : cela désigne la capacité d'un matériau à se déformer plastiquement sans se rompre. La rupture se fait lorsqu'un défaut (fissure ou cavité), induit par la déformation plastique, devient critique et se propage. La ductilité est donc l'aptitude qu'a un matériau à résister à cette propagation. S'il y résiste bien, il est dit ductile, sinon il est dit fragile. (Source: Wikipédia)
Exemple : l'or est un matériau très ductile, il est possible de l'étirer jusqu'à obtenir des fils très fins.
Granulométrie : détermination de la forme et mesure des dimensions des particules et des grains.
Fluage : déformation d'un métal soumis à de très fortes pressions.
Écaillage : éjection d’un ou plusieurs fragments appelés écailles.
Co-extrusion : c'est un procédé d'extrusion qui permet d'obtenir un produit associant deux matériaux différents.
Vase de Dewar : c'est un verre conçu pour fournir une très bonne isolation thermique. Par exemple, rempli d'un liquide chaud, le verre ne laissera pas la chaleur s'échapper, et le liquide restera chaud bien plus longtemps que dans un récipient classique. Ce vase doit son nom au physicien écossais James Dewar. Il se présente sous la forme d'une bouteille en verre ou en métal, en double-couche et peut être vu comme deux bouteilles à paroi mince imbriquées l'une dans l'autre. L'espace étroit entre ces deux bouteilles est presque entièrement dépourvu d'air, le quasi-vide empêchant conduction et convection de chaleur. La surface intérieure de la bouteille externe et la surface externe de la bouteille intérieure, ont un enduit réfléchissant métallique ou semblable pour empêcher la chaleur d'être transmise par radiation. Dewar a employé de l'argent à cette fin. Le vase de Dewar est communément utilisé dans les laboratoires pour stocker de l'azote liquide. L'excellente isolation de ce type de "vase" se traduit par une très lente "ébullition", l'azote restant ainsi longtemps sans un besoin coûteux en équipement de réfrigération.
Effet corona : l'effet corona, aussi nommé "effet couronne" est une décharge électrique entraînée par l'ionisation du milieu entourant un conducteur. Elle se produit quand le potentiel électrique dépasse une valeur critique mais dont les conditions ne permettent pas la formation d'un arc.
Inclusion : élément étranger appartenant à un métal ou un alliage dont la présence est due soit à une réaction chimique naturelle au cours de son élaboration, soit à la présence d'un agent étranger durant la coulée ou le moulage.
Billette : Demi-produit de la sidérurgie, le plus souvent de section carrée, destiné à la fabrication de produits longs de petite section par laminage ou extrusion.
Recuit : le recuit est un processus de traitement thermique utilisé pour réduire la dureté, augmenter la ductilité et faciliter l’élimination des contraintes internes.
Sources : Apollo Experience Report "the cryogenic storage system", Apollo 13 cryogenic oxygen tank 2 anomaly (anomaly report n°1), Modified Apollo cryogenic oxygen design, The development of cryogenic storage systems for space flight. Textes traduits de l'anglais par Paul Cultrera, tous droits réservés.